Статья выполнена при поддержке РГНФ, проект № 09-01-00121а
Интерес к древнерусским энколпионам возник в конце XIX в., когда начали формироваться первые частные и музейные коллекции крестов, чаще всего из так называемых «покупок на торгу». Следует заметить, что энколпион — предмет двойственного характера. С одной стороны, это — предмет культа, художественное произведение, наполненное определенным смыслом, с другой — легко воспроизводимое литьем ремесленное изделие. Последнее качество способствовало появлению в конце XIX в. мастерских, в которых отливались энколпионы по оттиску древнерусских образцов в связи с возрастающим спросом на них со стороны коллекционеров (Гнутова, Зотова 2000: 14).
Библиография энколпионов весьма обширна. Несмотря на это, классификация и атрибуция мощевиков далека от совершенства. Главным образом, это связано с далеко не полным морфологическим описанием предметов, на основе которого делаются попытки их систематизации и датировки. Последние зачастую даются в пределах столетия без каких-либо аргументов.
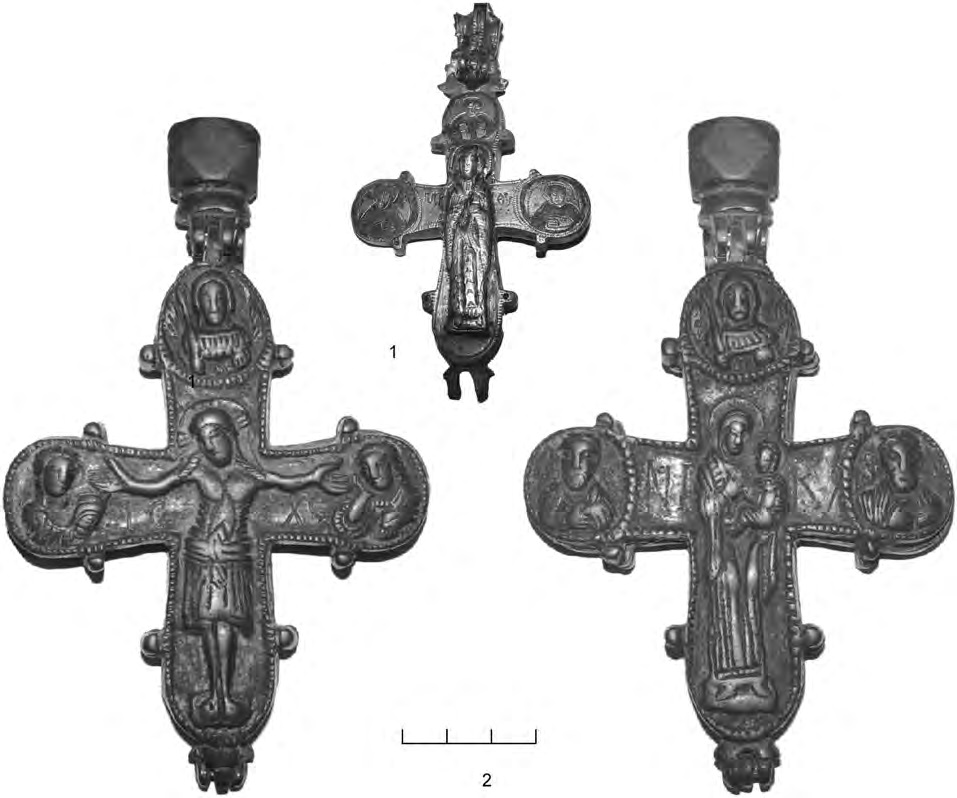
2 — энколпион № 1
На общем фоне такой литературы наиболее обоснованным трудом является исследование Г.Ф. Корзухиной, включающее значительное количество находок. Основанное преимущественно на технологическом анализе изучение позволило автору выделить семь групп русских энколпионов и наметить их датировку. Исследования, начатые Г.Ф. Корзухиной, были продолжены А.А. Песковой, которая существенно уточнила ее выводы и расширила источниковую базу исследования (Корзухина, Пескова 2003). Исследователи неоднократно указывали на необходимость комплексного изучения энколпионов, включающего искусствоведческий, морфологический и химико-технологический анализы (Куницький 1990: 106-116; Пуцко 1993: 21-33: Самойлов 1993: 43-47; Шемаханская 1993: 8-10). Однако примеры использования системного подхода остаются пока единичными (Жарнов 2000: 183-193, Шемаханская 2000: 82-89). Нам представляется, что благодаря такому комплексному подходу возможно, во-первых, выделить в коллекциях подделки XIX в., во-вторых, разработать относительную хронологию, тогда как абсолютная может быть создана только при опоре на точно датированные археологические находки. Следует заметить, что хронологические построения возможны лишь на основе изучения значительных собраний крестов.
Коллекция энколпионов археологического отдела ГИМ представляет собой одно из таких собраний (около 200 экз.). Самыми многочисленными оказались кресты, несомненно, древнерусского происхождения с округлыми концами и рельефными изображениями Распятия и Богородицы (смотри каталог к настоящей статье). Согласно классификации Г.Ф. Корзухиной, это рельефные и рельефно-черневые энколпионы, а также экземпляры с обратной надписью СТАА БОБОБЦЕ ПОМАГАН (БОБОБЦЕ). Технология их изготовления оказалась настолько взаимосвязана, что мы сочли возможным рассмотреть их вместе.

К сожалению, за единичными исключениями, энколпионы относятся к так называемым «безадресным». В лучшем случае есть указание на местность, где они были приобретены. Однако известно, что коллекционерские «легенды» часто существенно отличаются от истины.
Исходя из археологического контекста некоторых находок, бытование рельефных и рельефно-черневых энколпионов относится ко второй половине (?) XI-XIII в.; тип «БОБОБЦЕ» появляется в начале XIII в. (Зоценко 1981; Седова 1981: 55-61). Иконография этих энколпионов описана достаточно подробно (Зоценко 1981; Корзухина, Пескова 2003). Но, несмотря на их определенную стандартность, каждый крест несет на себе отличительную деталь.
Так, например, оборотная створка рельефно-черневого креста-реликвария из Херсонеса с изображением Богоматери с ладонями перед грудью и тремя медальонами (№ 41 — здесь и далее номера каталога данной статьи) имеет редкое оглавие: биконическая бусина с прогнутыми сторонами и центральным швом, декорированным косой насечкой (рис. 1: 1). В нашем собрании есть еще лишь одно такое оглавие, венчающее энколпион балканского производства. Хорошее качество отливки характеризует крест из с. Винцентовка Киевской губ. (№ 1, рис. 1: 2). Иконографию обеих створок можно назвать классической, однако расположение надписи на нем необычное: IC XC — под руками распятого Христа на лицевой створке, а HI КА — по сторонам Богоматери Одигитрии на оборотной.
На смену энколпионам типа «БОБОБЦЕ» в XIV в. приходит вариант большого креста с выделенным подпрямоугольным средокрестием. Причем, в отличие от прототипа, расположение сюжетов вновь становится классическим: на лицевой створке — Распятие, на оборотной — Богоматерь или святой. В медальонах же появляются изображения парных святых. Одним из первых экземпляров этого типа является знаменитый реликварий, обнаруженный у Десятинной церкви, который сочетает в себе черты крестов типа «БОБОБЦЕ» и совершенно новые элементы (№ 29, рис. 2). В частности, такие детали, как изображения Благовещения и парных святых встречены только на этом типе энколпионов. Весьма близок ему по иконографии лицевой створки еще один экземпляр нашей коллекции (№ 15, рис. 3). Поскольку эти кресты сделаны в разной технике, они отличаются размерами, но абрис фигур и расположение надписей позволяют предполагать, что крест из Десятинной церкви послужил образцом для отливки створки рассматриваемого экземпляра.
В нашей выборке присутствуют большие энколпионы (высота без ушек более 8 см) и средние (5-8 см); толщина створок колеблется от 0,3 до 0,7 см. Технологически они относятся к литым сборным изделиям. Для составления готового предмета мастеру необходимо было иметь оглавие, которое сохраняется весьма редко, две створки-емкости с ушками и штифты, скрепляющие створки друг с другом и оглавием. Впервые технологию изготовления энколпионов детально рассмотрела Г.Ф. Корзухина (Корзухина, Пескова 2003: 16). Впоследствии ценные наблюдения и дополнения сделала Л. Дончева-Петкова, исследуя находки IX-XIV вв. из Болгарии (Дончева-Петкова 1992: 1-12).
Сравнительное изучение так называемых «сирийских» и древнерусских энколпионов (Дончева-Петкова 1992: 3-8; Асташова, Сарачева 2007: 19-26) показывает, что основные приемы изготовления этих конструктивно довольно сложных изделий были заимствованы и впоследствии развиты русскими мастерами.

Самой сложной и ответственной операцией является получение цельнолитой створки с емкостью и располагающимися в другой плоскости ушками с каналами. Характер исполнения изображений и надписей на многих экземплярах свидетельствуют об использовании выплавляемых моделей для получения створок, которые впоследствии могли тиражировать литьем в пластичных формах, полученных по оттиску. Общая форма створок и наличие выпуклых изображений предполагает формовку моделей на штампах или в жестких резных формах.
Каменные литейные формы для энколпионов обнаружены в Киеве (2 экз.), на поселении у с. Городище Хмельницкой обл. и в Херсонесе (Рыбаков 1948: 455-456, 328; Корзухина, Пескова 2003: 220-221; Якобсон 1959). К сожалению, все они фрагментарны. Однако форма, найденная близ Десятинной церкви, уникальна: сохранились части обеих створок. Одна из них предназначена для формирования лицевой стороны двух створок с изображением Распятия и Богоматери. Другая — с выпуклым изображением гладкого креста, который немного меньше по размерам, могла использоваться для формирования внутренней поверхности створок (Корзухина, Пескова 2003: 221).
На некоторых формах отсутствуют полости для ушек. Это доказывает, что в подобных формах отливали не металлические створки, а их выплавляемые модели. На нескольких энколпионах изученной выборки наблюдаются отчетливые следы присоединения ушек на этапе изготовления модели (рис. 4: 1, 2).
В целях экономии металла, для уменьшения толщины створки, мастера, вероятно, применяли литье моделей «навыплеск». Это объясняет наличие углублений с оборотной стороны створок на месте выпуклых изображений и боковых выступов на многих экземплярах выборки (рис. 4: 4). По мнению Г.Ф. Корзухиной, углубления свидетельствуют об использовании литья по оттиску готового предмета (Корзухина, Пескова 2003: 16). Однако они встречаются не только на отлитых по оттиску изделиях, но и на образцах, полученных с помощью выплавляемых моделей. Как правило, они соответствуют сильно выступающей центральной фигуре, в некоторых случаях — изображениям на концах, выполненным в высоком рельефе. Очертания углублений зачастую оплывчаты и лишь в общем повторяют контуры фигур. Нельзя исключить, что они могли появиться в результате выборки излишков мягкого материала на этапе доработки модели.
Уникальный способ изготовления выплавляемой модели демонстрирует находка из Десятинной церкви в Киеве (№ 29, рис. 2). Все рельефные изображения и надписи выполнены резьбой на гладкой литой модели створки без емкости с внутренней стороны, которая постепенно исчезает на поздних энколпионах. Несмотря на то, что фигуры и буквы выпуклые, они не превышают высоту створки. На углубленном фоне заметны следы выборки мягкого материала. Нетронутыми остались лишь полоски по контуру и линии, образующие крест и медальоны на боковых ветвях. Изображения проработаны детально, имеют высокий рельеф. Лики объемные, правильной формы. Проработка тончайших линий присутствует не только на ликах, руках, но и на одежде в виде плавных изгибов складок.
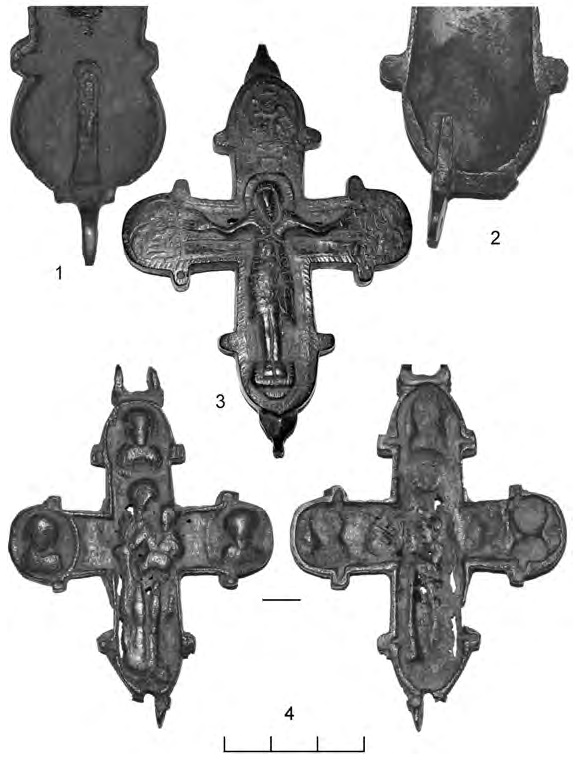
3 — лицевая створка энколпиона № 38;
4 — оборотная створка энколпиона № 18, снаружи и изнутри
Выплавляемые модели различались по степени проработки. Так, например, все изображения, декор и надписи могли быть получены одновременно с формовкой модели, будучи вырезанными в форме или на штампе. Доработка фигур была минимальной: нанесение и проработка углубленных линий на одежде, иногда на ликах. В то же время, некоторые модели существенно дорабатывали после отливки, дополняя литое центральное изображение резными фигурами на концах ветвей и надписями. Эти операции исполняли как на этапе изготовления выплавляемой модели, так и непосредственно на литой металлической створке, получая рельефные энколпионы с гравированными и черневыми изображениями. Изготовление выплавляемых моделей, на которых присутствовали лишь общепринятые, устоявшиеся изображения Распятия и Богоматери, давало возможность получить створку с любым набором фигур на концах, учитывая пожелания заказчика.
Таким образом, становится очевидным, что все энколпионы с рельефной центральной фигурой (дополненные другими литыми или гравированными изображениями) получены в единой технологической традиции. Этот факт позволяет еще раз вернуться к вопросу о генетической преемственности двух групп реликвариев, выделенных Г.Ф. Корзухиной: рельефных и рельефно-черневых. Реконструируя технологию изготовления крестов, исследовательница полагала, что «для получения формы для рельефно-черневых крестов были использованы кресты с высоким рельефом, у которых с концов были спилены рельефные изображения» (Корзухина, Пескова 2003: 18). Такая подправленная створка оттискивалась в глину, далее в форме отливали восковую модель, на которой делались углубления под чернь. С этой модели делали новую глиняную форму, в которой отливали бронзовый крест. Тезис о более позднем появлении рельефно-черневых образцов неоднократно повторяли другие исследователи (Гнутова 1993: 13; Корзухина, Пескова 2003: 101, 240). Получение моделей створок со всеми рельефными изображениями или только с центральной фигурой не имеет никаких отличий с технологической точки зрения. Следовательно, технология изготовления не позволяет утверждать преемственность рельефных и рельефно-черневых крестов.
Кроме того, следует учитывать бесспорный факт первоначального заимствования Русью этих изделий. Среди энколпионов, изготовленных в византийской или провинциально-византийской традиции, есть образцы и с литыми выпуклыми, и с гравированными изображениями, и с черневым покрытием. Вероятно, связь между указанными группами древнерусских энколпионов была не дочерней, а сестринской. Находка рельефно-черневого креста в хорошо датированном слое рубежа XI-XII вв. в Новгороде свидетельствует о сосуществовании этих типов (Седова 1981: 55-57, 61).
Выплавляемые модели непосредственно использовали для отливки створок или металлических моделей, применявшихся для оттиска в пластичных формах. Впоследствии каждая из створок готового изделия, бывшего определенное время в употреблении, также могла служить образцом для тиражирования путем оттиска. Широкое распространение практики литья энколпионов по оттиску готового изделия исследователи отмечали неоднократно. Этот факт служил основанием для утверждения о длительном бытовании одних и тех же типов, появившихся еще в домонгольское время. Не отрицая этого утверждения, хотелось бы подчеркнуть, что подобное определение даты, основанное лишь на особенностях технологии изготовления, не всегда выглядит убедительным.
Чаще всего в качестве доказательств отливки по оттиску, появившейся после оригинала спустя несколько десятков лет или столетий, указывают оплывчатость, неотчетливость линий изображений, отсутствие детальной проработки фигур. Однако все это может быть свидетельством не только многократного тиражирования, но и нарушения каких-либо технологических процессов литья, которые мастер не всегда мог проконтролировать.
Схематичность ликов часто считается признаком многочисленного тиражирования. Однако эта схематичность сочетается с гармоничностью изображений, точным расположением фигур на поле створки, что указывает на продукцию опытных мастеров. Легкость в обработке восковой модели позволяла сделать отчетливые, реалистичные изображения фигур. Вероятно, такая задача не стояла перед мастерами. Круг святых был хорошо известен потребителям и поэтому легко узнаваемым, несмотря на отсутствие детальной проработки.
Лишь сочетание многих признаков на одном предмете может служить основанием для определения способа литья по оттиску изделия, бывшего в употреблении. К ним относятся: разные высота и наклон боковых стенок одной створки; заметное уменьшение (впоследствии постепенное исчезновение) емкости с оборотной стороны; отсутствие некоторых деталей в проработке фигур или декора, выявленных на других образцах; частичное или полное заполнение металлом оборотной стороны боковых выступов — так называемых «слезок» или «капелек», а также углублений, соответствующих выпуклым изображениям.
В изученную коллекцию вошло несколько предметов, несущих на себе бесспорные свидетельства отливки по оттиску готового изделия.
1. Створка с изображением Богоматери (№ 6), отлитая по оттиску сломанного на две части образца; на оборотной стороне сохранился выпуклый шов разлома.
2. Полностью сохранившийся энколпион с неподвижным оглавием (№ 15, рис. 3). Причиной появления такого изделия послужил разлом в нижней части створки с изображением Распятия. Почему-то мастер не стал отсоединять оглавие от оригинала перед тем, как сделать оттиск. В результате была отлита створка с залитыми металлом каналами и промежутками между ушками. Для соединения створок использовали штифты и специально пробитые отверстия. Фигуры рельефные, но оплывчатые, надписи слиты воедино и неразборчивы. Вероятно, послуживший для оттиска энколпион, в свою очередь, был отлит подобным образом, и между ним и первоначальной моделью было сделано несколько отливок. По контуру створки на боковых гранях сохранились следы литейного шва, свидетельствующего об отливке в двустворчатой разъемной форме. Оттиск производили одновременно в обеих частях формы. Такой способ оттискивания неоднократно прослежен при изучении древних металлических изделий, он детально описан в источниках по кустарному ювелирному делу XVIII-XX вв. (Фролова 1993: 55-56; Тетерятников 1993: 164-166).
Литье створки с неподвижным оглавием было зафиксировано при изучении находок XV-XVI вв. из Радонежа (Шемаханская 2000: 84).
3. Уникальным примером использования готового изделия для получения новой литейной формы является створка энколпиона с изображением Распятия (№ 38, рис. 4: 3). Мастер оттиснул в форме створку с черневым покрытием. Образец использовали длительное время, в течение которого чернь частично выкрошилась. В тех местах, где покрытие еще оставалось, на новой створке появились слегка выпуклые металлические наплывы. Боковые выступы с круглыми углублениями также выглядят по-разному: есть отчетливые углубления, как и углубления частично или целиком заполненные металлом. Эти различия отражают степень сохранности черни в углублениях створки, послужившей моделью для оттиска. В огромной выборке, которую исследовала Г.Ф. Корзухина, также был один крест, отлитый по оттиску черневого.
Обращает на себя внимание тот факт, что большинство образцов, несущих на себе следы литья по оттиску готовых изделий, относятся к самой многочисленной группе рельефных энколпионов без гравировки и черни.
В зависимости от степени проработки выплавляемой модели и набора производственных операций нами выделено четыре технологические схемы изготовления энколпионов выборки.
1. Рельефные выпуклые изображения, надписи и декор получены в процессе литья или формовки на штампе выплавляемой модели, которая в редких случаях незначительно доработана резьбой; литье металлической створки.
2. Модель створки гладкая; рельефные изображения и надписи выполнены резьбой и моделированием на модели; литье металлической створки.
3. На выплавляемой модели получено лишь центральное выпуклое изображение Распятия или Богоматери. Далее отливали металлическую створку и гравировкой исполняли изображения на ветвях, надписи и декор.
4. Изготовление створки произведено по схеме 3 и дополнено операцией нанесения черни.
В коллекции преобладают энколпионы, полученные по первой технологической схеме (рис. 5). По сравнению с другими группами они требовали минимальных затрат труда и легче других подвергались копированию. Значительным числом представлены образцы с гравированными черневыми изображениями.
Энколпионы считаются преимущественно городскими изделиями. Находки каменных литейных форм в Киеве, бесспорно, свидетельствуют об их налаженном производстве в столичных мастерских. Вероятно, оно существовало и в других городах. Так, например, химико-технологический анализ пяти находок из мастерской, раскопанной на детинце Серенска, позволил предположить их местное производство во второй половине XIII в. (Зайцева, Сарачева 2003: 295).
Технология изготовления энколпионов указывает на их производство в мастерских, обслуживавшихся квалифицированными, грамотными мастерами (резчиками по камню, литейщиками, граверами), с полным набором специализированного инструментария (резные формы или штампы для получения выплавляемых моделей, металлические модели для получения качественных оттисков). Они необходимы только в том случае, если производство носит сравнительно массовый характер. В таких мастерских не нужно прибегать к изготовлению предметов по оттиску готового изделия, заведомо худшего качества.
Вопрос о месте производства многочисленных, отлитых по оттиску энколпионов осложняется отсутствием письменных свидетельств. Моделируя производственные процессы эпохи средневековья, мы не можем учесть все случайные факторы, возникавшие при изготовлении изучаемых предметов. Тем не менее, в качестве предположения можно сказать следующее.

В местах, где отсутствовало налаженное производство энколпионов, мастер копировал в глине образец, вышедший из стен городской мастерской, для производства новых экземпляров. Кроме того, появление таких изделий возможно в мастерской любого ранга в то время, когда налаженное производство того или иного варианта креста уже прекратилось, и мастеру проще было изготовить один или несколько образцов путем оттиска в глине. Этот способ литья мог быть использован в случае, когда по представленному образцу, пришедшему в негодность, делалась копия на заказ. В нашей выборке есть несколько подобных экземпляров.
Известны немногочисленные находки энколпионов и на сельских памятниках. Сельские ювелиры могли копировать попавшие к ним готовые изделия, т. е. такое производство носило случайный характер. Вряд ли потребители продукции сельского мастера часто нуждались в подобных изделиях. Становится очевидным, что кресты, выполненные в этой технике, могли бытовать одновременно с высококлассными образцами, и этот технологический признак не является единственным основанием для хронологических построений.
Изучение химического состава металла рельефных энколпионов выборки лишь начато (13 экз.).5 Мастера использовали разные по своему составу сплавы на основе меди (табл. 1). Все выявленные сплавы обладают хорошими литейными качествами, в особенности оловянно-свинцовая бронза, из которой получена половина образцов. Для нее характерна высокая жидкотекучесть, она хорошо заполняет самые сложные полости литейных форм и имеет небольшую усадку (Урвачев и др. 1991: 81). Особенно возрастает жидкотекучесть бронз с концентрацией выше 6 %. Лишь один образец выборки имеет более низкую концентрацию. Наличие свинца обеспечивает плотность отливок (Равич 1982: 11).
Двойные латуни в выборке отсутствуют; пять сплавов меди с цинком содержат и другие легирующие компоненты — олово и свинец. В современном производстве двойные латуни также редко применяют для литья, так как добавки легирующих элементов значительно увеличивают их литейные и механические свойства (Справочник молодого литейщика 1991: 238).
Высокая концентрация цинка в составе металла энколпиона № 29 (рис. 2) вряд ли случайна. По своей форме, иконографии и технологии изготовления он выделяется на общем фоне находок. Судя по статистически представленным выборкам цветного металла Новгорода и Пскова (XXVI вв.), латуни со средним и высоким содержанием цинка, в том числе и свинцовые, характерны преимущественно для XIV-XVI вв. (Королева 1996: 237-245; Ениосова и др. 2004: 59-63). В огромной базе данных по составу металла медного литья, составленной сотрудниками ГосНИИР (более 400 экз.), концентрация цинка выше 10 % встречается в изделиях, начиная с XIV в. (Шемаханская и др. 1996: 28-38).
Многокомпонентные сплавы употреблялись мастерами как в домонгольское время, так и впоследствии. Однако необычный способ изготовления энколпиона № 38 (литье по оттиску черневого образца — рис. 4: 3) в сочетании с довольно высоким содержанием цинка, также позволяет отнести его к кругу памятников, появившихся после середины XIII в.
Особенностью выборки является преобладание сплавов со сложным элементным составом: в 9 образцах выявлено 6-8 элементов. Состав трех многокомпонентных сплавов, в которых олово и цинк содержатся приблизительно в равных концентрациях, указывает на то, что мастера использовали неоднородное сырье. Безусловно, для отливки таких массивных предметов требовалось значительное количество металла. Как показал анализ обеих створок и оглавия энколпиона из Винцентовки (рис. 1: 2), все изделие отлито из единого расплава (вес — 318 г).
Таким образом, в результате детального изучения технологии изготовления энколпионов выявлено несомненное сходство разных типов. Анализ химического состава металла позволил в некоторых случаях уточнить датировку отдельных экземпляров выборки. Подобное изучение лишь начато, и первые результаты позволяют говорить о продуктивности избранной методики.
Таблица 1. Химический состав металла энколпионов
| № по кат. | №ан. | Cu | Sn | Pb | Zn | Ag | Sb | As | Fe | тип сплава |
| 1 | 2085 | 66,35 | 25,69 | 2,12 | 0,5 | 3,52 | 1,58 | 0,24 | оловянно-свинцовая бронза | |
| 1 | 2086 | 70,33 | 22,01 | 2,28 | 0,42 | 3,06 | 1,38 | 0,53 | оловянно-свинцовая бронза | |
| 1 | 2087 | 66,54 | 25,04 | 2,47 | 0,53 | 3,53 | 1,89 | 0,24 | оловянно-свинцовая бронза | |
| 6 | 2093 | 47,85 | 42,79 | 7,01 | 0,29 | 1,26 | 0,79 | оловянно-свинцовая бронза | ||
| 9 | 2081 | 83,09 | 8,95 | 6,75 | 0,07 | 0,31 | 0,84 | оловянно-свинцовая бронза | ||
| 11 | 2083 | 81,66 | 8,49 | 7,03 | 0,61 | 2,03 | 0,17 | оловянно-свинцовая бронза | ||
| 14 | 2092 | 70,92 | 16,38 | 9,94 | 2,71 | 0,06 | многокомпонентный сплав | |||
| 18 | 2084 | 89,92 | 3,62 | 5,61 | 0,08 | 0,35 | 0,42 | оловянно-свинцовая бронза | ||
| 21 | 2072 | 84,43 | 0,43 | 7,65 | 0,19 | 6,58 | 0,71 | свинцовая бронза | ||
| 25 | 2078 | 87,31 | 6,27 | 6,33 | 0,08 | оловянно-свинцовая бронза | ||||
| 29 | 2171 | 82,49 | 0,8 | 2,09 | 14,39 | 0,23 | свинцовая латунь | |||
| 30 | 2173 | 86,08 | 5,58 | 1,47 | 6,87 | многокомпонентный сплав | ||||
| 34 | 2076 | 75,43 | 9,02 | 5,95 | 8,52 | 0,08 | 0,37 | 0,01 | 0,63 | многокомпонентный сплав |
| 38 | 2082 | 64,66 | 7,6 | 16,07 | 9,1 | 0,16 | 0,34 | 0,26 | 1,8 | многокомпонентный сплав |
| 43 | 2073 | 83,51 | 9,13 | 6,73 | 0,1 | 0,24 | 0,28 | оловянно-свинцовая бронза |
Каталог древнерусских рельефных энколпионов из археологического собрания ГИМ
Авторы: Н.И. Асташова, Т.Г. Сарачева. Химико-технологическое изучение древнерусских рельефных энколпионов из археологического собрания Государственного Исторического музея // Славяно-русское ювелирное дело и его истоки. Материалы Международной научной конференции, посвященной 100-летию со дня рождения Гали Фёдоровны КОРЗУХИНОЙ (Санкт-Петербург, 10-16 апреля 2006 г.). — СПб. : Нестор-История, 2010.