В настоящее время искусство ковки металла переживает период возрождения. Мастерство таких кузнецов-оружейников как Леонид Архангельский, Сергей Данилин, Андрей Корешков свидетельствует о том, что русское оружейное искусство и традиции изготовления клинков остаются непревзойденными и по сей день.
В статьях, публикуемых мастерами-кузнецами, широко освещается вопрос об истории их искусства, теоретической базе изготовления, скажем, литого булата, но, уверен, что многие читают эти статьи с целью получить ответ на вопросы: «Как это делается?», «С чего начать?» и на подобные им, но, в лучшем случае, натыкаются на констатацию факта сложности подобного искусства и доступности его лишь посвященным. В данной статье я попробую осветить искусство кузнеца-оружейника с нуля, для тех, кто хочет начать заниматься этим увлекательнейшим занятием, но не знает, с какого края подобраться к нему. Статья будет посвящена большей частью сложнотехнологичным композитам. Дело в том, что я начинал знакомиться с искусством ковки с самостоятельных попыток получить дамасскую сталь, поэтому в первую очередь рассчитываю на читателей, которые, как говориться, «бредят Дамаском» Базовых приемов ковки я буду касаться весьма умеренно, – во-первых, этому и так посвящено достаточно литературы; во-вторых, чтобы научиться просто ковать, можно найти частную кузницу и поработать подмастерьем несколько месяцев, а вот попасть в ученики к именитому клиночнику, изготовляющему узорчатые композиты – сложно. Надеюсь, что эта статья немного компенсирует такую несправедливость. Я также не буду касаться в этой статье проблемы закалки – грамотная закалка стали, особенно дамасской – материал безграничный а, базовые сведения по закалке сталей с различным содержанием углерода можно почерпнуть из учебников по металловедению. Хочу сразу оговориться, что данные материалы ни в коей мере не являются руководством по изготовлению холодного оружия, что, напомню, согласно ст. 223 УК РФ является уголовно наказуемым деянием. Пластина из собственноручно выкованного Дамаска, отполированная и протравленная, принесет вам на первых порах не меньшее удовлетворение, чем нож или меч. Я собираюсь рассказать о том, как изготавливать МАТЕРИАЛ, и не несу ответственности за дальнейшее использование этого материала. При отсутствии лицензии на изготовление оружия или при невозможности найти работу на предприятии, имеющим такую лицензию, всегда можно найти способ заниматься любимым делом, не нарушая нормы УК и Закона РФ «Об оружии».
Обустройсво кузни
Итак, приступим. Прежде всего, вам необходимо оборудование. Часть его необходимо будет приобрести, часть можно изготовить самому. Начинать следует с определения территории, на которой будет располагаться ваша кузнечная мастерская. Если у вас есть загородный земельный участок – чудесно, даже в самом примитивном варианте устройства кузницы - под открытым небом - ковка с апреля по ноябрь вам обеспечена. Кроме того, при ковке под открытым небом автоматически решается важная проблема удаления газообразных продуктов сгорания топлива, большая часть из которых токсична. Чтобы не зависеть от погоды, над местом будущей кузницы надо установить навес на столбах, крыша которого обязательно должна быть сделана из железного листа, так как температура даже в двух метрах над горном достаточна для быстрого возгорания. Если же возможности работать на лоне природы у вас нет, то кузницу можно оборудовать и в помещении. Главные проблемы, которые встают в этом случае – вытяжка и противопожарная безопасность. Кроме того, использование под кузницу, например, гаража требует гораздо больших капиталовложений и связано с большими трудностями организационного характера. Где бы вы не расположились, вблизи огня горна нельзя использовать легковоспламеняющиеся и огнеопасные строительные материалы и вещества, пол, потолок и стены помещения должны быть металлическими или бетонными, а над горном должна располагаться мощная вытяжка. Лично я предпочитаю все-таки работать на открытом воздухе под навесом и по моему опыту, это возможно даже зимой.
Необходимые кузнечные инструменты
Определившись с местом для мастерской, необходимо решить «основной вопрос кузнеца» – вопрос с инструментом. К сожалению, купить кузнечный инструмент сейчас очень сложно. К тем предметам, которые приобрести просто необходимо, относятся:
Слесарный верстак с тисками. Тиски желательны мощные и жестко скрепленные со столешницей верстака Приобретение того и другого обычно сложностей не вызывает.
Наковальня. Их, к счастью, еще не перестали производить. В принципе, можно работать на любом подходящем куске железа весом не менее 20 кг. и с плоской поверхностью, но это сопряжено с некоторыми трудностями. Во-первых, на не закаленной поверхности самодельной наковальни вскоре появятся забоины от молота, которые потом перейдут на поверхность заготовки. Во-вторых, вы будете лишены возможности использовать те специальные поверхности, которыми обладает фирменная наковальня (рога и т.д.). Поэтому, советую все-таки приобрести готовую наковальню, и чем больше будет ее масса и площадь рабочей поверхности, тем менее вы будете стеснены в своей творческой фантазии. Наковальня крепится на утопленной в землю деревянной колоде с таким расчетом, чтобы стоя рядом с ней кузнец мог коснуться поверхности наковальни кончиками пальцев опущенной руки. Естественно, колода-основание не должна шататься, а любое падение всей конструкции или самой наковальни должно быть исключено.
Набор кувалд. Я советую на первых порах обзавестись следующим набором кувалд, которые можно приобрести в хозяйственных магазинах: небольшая кувалда массой 1-2 кг, средняя массой 5 кг и большая кувалда для работы с молотобойцем весом 8-10 кг. Все кувалды должны быть исключительно надежно насажены на рукояти и расклинены. Боевые поверхности должны быть ровными, их следует поддерживать в этом состоянии, при необходимости выравнивая плоскость на точиле. Кроме этого набора, следует обзавестись также набором крупных молотков весом 0,5-1 кг для тонких работ. В некоторых случаях понадобятся также молотки с шарообразной боевой поверхностью, которые можно изготовить из обычных с помощью электроточила.
Кузнечные клещи. Это вопрос сложный. Купить настоящие кузнечные клещи вам, скорее всего, не удастся. Изготовить самим тоже весьма трудно, Чтобы выйти из положения, советую приобрести несколько крупных плотницких клещей и доработать их. Одни клещи оставляются без изменений. У вторых заточенные губки стачиваются до получения плоской хватательной поверхности. У третьих в губках прорезаются полукруглые вырезы для круглых заготовок. Ко всем клещам привариваются длинные (70-100 см) рукоятки (удобно для этого использовать тонкие водопроводные трубы, надев их на рукоятки клещей и обварив электросваркой.) Следует учесть, что из-за ударных нагрузок клещи довольно быстро выходят из строя. За исправностью клещей необходимо следить – от них сильно зависит качество работы.
Зубила. Вам понадобятся несколько больших качественных зубил Настоящее кузнечное зубило устроено наподобие молотка и имеет рукоять, перпендикулярную телу инструмента. Удерживать над раскаленной заго товкой короткое слесарное зубило будет очень сложно, поэтому зубила должны быть либо довольно длинными (около 40 см), либо необходимо оборудовать их рукоятками, просто приварив к телу зубила примерно на середине длины трубу или толстый прут, который может быть как параллелен, так и перпендикулярен режущей плоскости зубила. Работать с таким зубилом нужно с помощником.
Электроинструмент. Совершенно необходимыми будут электроточило (или, в качестве эквивалента – угловая шлифмашина («болгарка») с набором отрезных и обдирочных кругов) и электросварочный аппарат (удобен «Русич», работающий от обычной электросети). Соблюдайте технику безопасности при работе с этими приборами!
Кузнечный горн. С таким набором инструментов уже можно приступать к работе. Однако, остается еще одно устройство, которое в кузнице по праву считается главным. Это кузнечный горн. Вопрос об устройстве горна на практике является, пожалуй, самым сложным и часто именно отсутствие горна останавливает начинающих. Решим и этот вопрос.
Я могу поздравить читателя, у которого имеется возможность приобрести стандартный газовый или электрический горн. Однако, у большинства такой возможности нет, поэтому я предлагаю опробованные на собственном опыте простые и эффективные конструкции кузнечного горна, дающего необходимую температуру. Основными частями любого горна являются: огневая чаша с колосниковой решеткой или без нее, и устройство подачи необходимого для процесса горения воздуха. С этим устройством и возникают сложности. Проверенный путь - пылесосы. Для горна среднего размера для обеспечения приемлемой температуры хватает двух пылесосов советского производства. Этот вариант еще и самый недорогой, по скольку даже два новых отечественных пылесоса все равно будут стоить меньше, чем любое другое устройство для подачи воздуха. Кроме того, пылесосы обеспечивают хорошее давление и интенсивность подачи воздуха. Их, для удобства следует оборудовать единым выключателем. Желательно, чтобы он имел форму педали и находился постоянно под ногой кузнеца. Следует также предусмотреть и возможность выключения одного из пылесосов, например, для уменьшения дутья при некоторых кузнечных операциях. Что же касается всевозможных воздуходувок и вентиляторов, то они, конечно, хороши, но следует учитывать, что возможна недостаточная подача воздуха, вследствие чего горение топлива будет малоактивным и необходимая, температура не будет достигнута. Два пылесоса снабжают воздухом в достаточном количестве огневую чашу прямоугольной формы размером 300х200 мм, что вполне достаточно для ковки длинномерных изделий и обеспечивают максимальноэкономичный расход топлива. Поэтому при дальнейшем описании устройства горна я буду опираться на такие размеры огневой чаши. Устройство горна возможно двумя основными способами, которые будут описаны ниже.
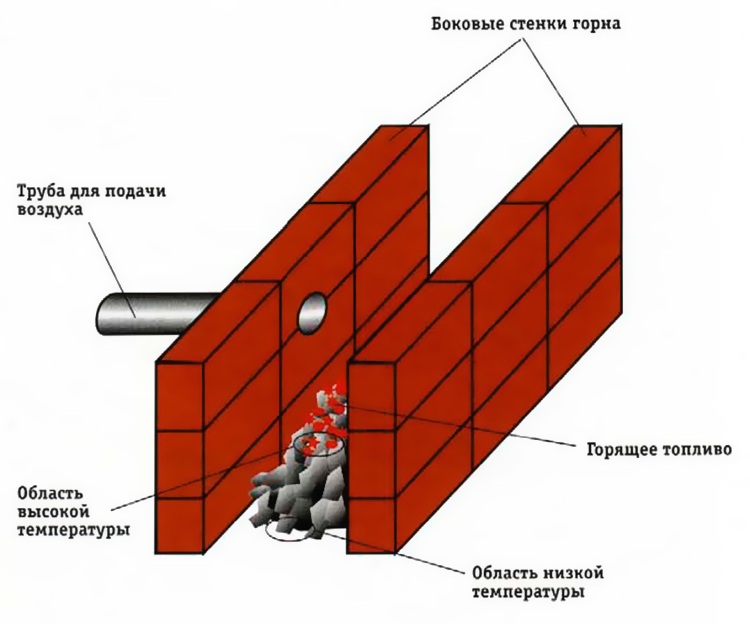
Первый вариант – так называемый, «японский горн»». Он оборудуется прямо в земле. Чтобы работать с ним, придется делать рядом низкую скамеечку или сидеть на земле. Это обусловлено особенностями японской кузницы – японцы куют не стоя, а сидя, а все инструменты и наковальня располагаются прямо на голом полу. Однако японский горн никто не мешает поставить на подставку и приподнять над уровнем земли. Важнейшая особенность такого устройства – отсутствие колосниковой решетки. Воздух подается сбоку непосредственно в массу горящего топлива. Такая конструкция легко чистится, дает хорошую температуру и может быть рекомендована к использованию без всяких оговорок. Второй вариант – обычный европейский открытый горн. Он состоит из двух частей – нижней, в которую подается воздух, и верхней – непосредственно огневой чаши, разделенной колосниковой решеткой. Поскольку продукты сгорания топлива (зола и шлак) попадают через решетку в нижнюю часть горна, для обеспечения чистки решетка должна быть съемной, для чего на середине высоты по периметру горна приваривается стальной уголок с шириной полки 5-6 см., на который и укладывается решетка. Такой горн также удобен в использовании.
Тело горна, каким бы он ни был, удобнее всего сварить из листового железа толщиной не менее 5 мм. Такой горн будет работать долго и его стенки нескоро прогорят. Колосниковая решетка сваривается из арматуры диаметром 10мм или больше, причем расстояние между прутьями должно быть меньше их диаметра. Я рекомендую устанавливать горн на основание, сложенное из огнеупорного кирпича на печной глине, на высоте, удобной для работы. Для уменьшения теплоотдачи боковые поверхности горна также рекомендуется облицевать тем же кирпичом на огнеупорной глине. Такая конструкция долговечна и эстетично выглядит. На рисунках приведены рекомендуемые размеры для двух вариантов горна, подача воздуха в которые осуществляется двумя пылесосами. При этом в тело горна ввариваются трубы для подачи воздуха, наружный конец которых приспособлен для подсоединения пылесосного шланга. Для лучшего распределения воздуха трубы вводятся в горн с противоположных сторон, но так, чтобы поток воздуха каждой из них не гасился потоком противоположной. В качестве переходника от пылесосного шланга к трубе горна можно использовать отрезок велосипедной камеры длиной ок. 150 мм, один конец которого с усилием натягивается на трубу горна, а к другому присоединяется алюминиевый наконечник пылесосного шланга. Такой способ обеспечивает герметичность и минимальные потери воздуха.
 |
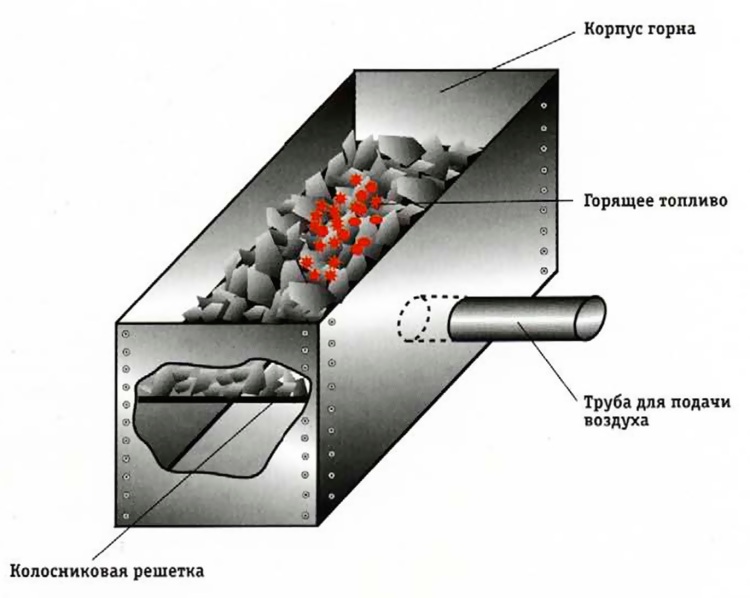 |
| Рис.1. Горн японского типа | Рис.2. Горн европейского типа |
В качестве топлива в горне описанных конструкций можно использовать дрова, древесный и каменный уголь. Дрова зачастую не дают необходимой температуры, древесный уголь хорош и предпочтителен в большинстве случаев, но довогьно дорог. Поэтому, несмотря на некоторые недостатки (основным из них является обилие примесей, ухудшающих качество стали), чаще всего используется каменный уголь, лучше всего блестящий антрацит. Перед использованием его измельчают на кубики со стороной до 3-4 см. Способов разжигания горна много, я рекомендую начинать с получения устойчивого пламени сжиганием коры, щепы, бумаги и небольших деревянных поленьев при только одном работающем пылесосе, а потом постепенно добавлять небольшие куски угля и, после их воспламенения, увеличивать дутье включением второго пылесоса. После небольшой тренировки вы научитесь разжигать горн с первого раза. Итак, все трудности по приобретению инструментов, монтажу и наладке горна позади.
Однако, кузнечное дело – опасное ремесло, поэтому на помнить о технике безопасности будет нелишним. О правилах противопожарной безопасности и предотвращении отравления угарным газом я уже говорил. Кроме того, есть и еще некоторые правила. Во-первых, приобретите себе толстый брезентовый или кожаный фартук, защищающий грудь и ноги до колен, и используйте его всегда, равно как и перчатки (или рукавицы) из такого же плотного материала. Это поможет Вам если не избежать, то свести к минимуму ожоги горячими каплями металла. Глаза не обходимо защищать очками из прозрачного стекла (от пластмассовых в атмосфере кузницы очень быстро ничего не останется) с уплотнителями по бокам стекол. Кроме того, горн обычно дает высокое пламя, поэтому волосы, особенно длинные, следует за щищагь головным убором. В кузнице постоянно должны находиться емкости с холодной водой и песком. Очень желательны огнетушители. Помните, что основное мастерство кузнеца – в умении работать без травм для себя и окружающих! Следует также учитывать расположение всех элементов кузницы относительно друг друга.
Материалы для изготовления дамасской стали
В заключение этого раздела кратко опишу тот набор материалов, которые понадобятся в работе. Во-первых, это, конечно, сталь. Чем больше разных марок стали будет в вашем распоряжении, тем лучше. При работе по изготовлению дамасской стали, все нержавеющие марки вам не понадобятся. Сталь удобнее всего использовать в виде пластин, но если у вас, имеются круглые прутки, то можно в качестве тренировки и испытания оборудования расковать их в пластины. Старайтесь, чтобы пластины были ровными, одинаковыми по толщине и с минимальным количеством забоин.
Основные марки сталей, которые легче всего найти и которые вам понадобятся, следующие: Ст3 – низкоуглеродистая сталь 0.3% углерода, (в основном используется для производства скобяных изделий), инструментальная сталь У8, У9 (напильники, ножовочные полотна – 0.8 и 0.9% углерода соответственно), рессорная сталь от любых рессор (0.5-0.7% углерода в зависимости от марки), чугун (например, от батарей отопления – 6% углерода). Приобретая на развалах или еще где-нибудь заготовки, всегда интересуйтесь маркой стали и ее химическим составом. Это понадобится вам при последующем определении состава вашего композита. Повторяю, чем больше у вас будет образцов различных сталей, тем лучше, но желательно, чтобы о каждой из них у вас имелась достоверная информация. Кроме того, запаситесь отрезками арматуры диаметром 10 мм разной длины – они потребуются для изготовления подсобных приспособлений, например рукояток, которые вы будете приваривать к заготовке и, тем самым, обходиться без использования клещей.
Вам также понадобятся некоторые химические реактивы. Это, в частности, бура, которая используется в качестве флюса и продается в магазинах для сварщиков или в магазинах химреакивов. Для начала вам потребуется около 1 кг буры. Для проявления узора на поверхности изделия из дамасской стали потребуется кислота. Традиционно используется 5% раствор азотной кислоты, но можно использовать и 9% столовый уксус, и 10% раствор хлорного железа. Все эти реактивы дают практически одинаковый результат. Соблюдайте правила техники безопасности при хранении химических реактивов – они должны храниться в необычной посуде с крупными надписями, в местах, недоступных для посторонних лиц, особенно детей!
Наконец, вы полностью экипированы и можете приступить к работе.
Рассчет среднего содержания углерода в дамасской стали
Статей о дамасской стали написано множество, но, поскольку вы собираетесь ее делать, стоит повторить некоторые теоретические положения. Дамасская сталь состоит из чередующихся слоев высоко и низкоуглеродистой стали. Важную роль играет среднее содержание углерода в дамаске.
Его можно рассчитать следующим образом:
Предположим, вы сварили пакет из 30 граммов Ст3 и 70 граммов У8. Таким образом, в вашем дамаске 30% стали с 0.3% углерода и 70% стали с 0.8% углерода. Составив простую пропорцию, вычисляем, что (0.3 х 0.003 + 0.7 х 0.008) х 100 = 0.65. Следовательно, среднее содержание углерода в пакете равно 0.65%. Маловато. А еще надо учесть, что при первом нагреве пакета до сварочной температуры выгорает порядка 0.3% углерода, а при каждом последующем нагреве – еще около 0.03%. Значит, нужно использовать более высокоуглеродистые марки сталей, либо повышать относительное содержание У8 в пакете. По этой формуле вы можете подсчитать среднее количество углерода в пакете и, соответственно, выбрать подходящий закалочный режим. Повысить содержание углерода может операция, называемая науглероживанием. Следует также помнить, что контрастный узор получается при использовании сталей, различие которых по углероду равно или превышает 0.4%. Протравка готового изделия производится в одном из вышеперечисленных реактивов. При этом изделие должно быть уже закалено (закалка повышает контрастность узора) и отполировано. Обезжиренное изделие целиком помещают в протравочный раствор, операцию продолжают до четкого и полного проявления узора.
 |
 |
 |
 |
 |
 |
Среднеуглеродистая дамасская сталь
Главная сложность в получении дамасской стали – качественная сварка исходного пакета. Важно, чтобы он обладал достаточно большим количеством слоев (порядка 200 для начала будет достаточно) и отсутствием дефектов. Основные дефекты при ковке дамаска – пережог и непровар.
Пережогом называется дефект, при котором участок заготовки нагревается выше 1200 градусов Цельсия значительное время (20-30 секунд). В результате, сталь вступает в непосредственную реакцию с кислородом воздуха – фактически происходит горение стали. Пережженный участок заготовки не подлежит дальнейшей обработке и обычно удаляется. Поскольку сварка дамаска происходит при температурах, близких к температуре пережога, этот дефект возникает часто и иногда может загубить всю работу.
Непровар – это дефект, при котором слои стали не свариваются между собой из-за неудаленной окалины, недостаточного сближения или недостаточной температуры сварки. На готовом изделии непровар выглядит как трещина среди дамасского узора. Поймать момент, когда сталь уже нагрета до сварочной температуры, но еще не загорелась, поможет только опыт. Приготовьтесь к тому, что прежде чем у вас получится, вы сожжете немало заготовок. Запомните: лучше непровар, чем пережог!
Непровар устраняется, хотя и сложно, а пережженную заготовку можно только выбросить. В дальнейшем, при описании процессов ковки, я буду часто определять температуру заготовки не в градусах, а путем указания на цвет нагретого металла. Надеюсь, это поможет свести количество непроваров и пережогов к минимуму.
По собственному опыту знаю – новичку хочется скорее получить заготовку, в которой много слоев. Протравить ее, и лично убедиться в наличии таинственного узора, характерного для дамаска. Поэтому начнем мы с технологии, которую так и назовем – «Дамаск для начинающих».
Вам потребуются 10 двусторонних ножовочных полотен по металлу. Они шире односторонних и удобнее в качестве сырья. Такие полотна изготовляются из стали У8. Постарайтесь при покупке выяснить, как сделаны полотна – целиком из инструментальной стали, или использовано твердое напыление на мягкую основу. Для наших целей годятся только первые. Кроме того, запаситесь достаточным количеством мягкой железной ленты для обивки деревянных ящиков. Также будут необходимы полосы любой стали, кроме нержавеющей. Желательна все же У8. Можно использовать старые напильники толщиной около 2 мм, длиной, равной половине длины ножовочного полотна и шириной, равной ширине железной ленты. Эти полосы вы будете ставить в пакет как внешние слои, чем предотвратите полное превращение в окалину более тонких внутренних. В качестве внешних слоев можно использовать и более мягкую сталь, например, Ст3, но это понизит среднее содержание углерода в вашем дамаске.
Электроточилом или шлифмашиной удалите зубья с ножовочных полотен. После этой операции они станут равны по ширине железной ленте. Каждое полотно необходимо разрезать на две равные части по длине. У вас получится 20 отрезков ножовочных полотен. Нарежьте ножницами по металлу 20 отрезков железной ленты. Наконец, желательно, используя аптечные весы, взвесить кусок железной ленты, кусок ножовочного полотна и пластину толстой стали. Знание веса потребуется вам при расчете состава полученной стали.
Теперь сделаем операцию, которая называется наборка пакета. Операция эта тщательная и долгая, поэтому выполнять ее лучше сидя. Положите на стол отрезок стали, толщиной 2 мм. Ее поверхность необязательно очищать от ржавчины, но, если это напильник, необходимо сточить его рабочую поверхность. Увлажните ее обычной водой и нанесите довольно толстый слой буры (порядка 2-3 мм). На слой буры кладется железная полоса, увлажняется, накладывается слой буры. На него – отрезок ножо вочного полотна, увлажняется, накладывается слой буры. Таким образом, слои железа, буры и стали чередуются, пока не будет использовано 5 отрезков ножовочного полотна. На верхний отрезок железной полосы положите отрезок толстой стали, такой же, как и в самое начало пакета. Теперь пакет очень аккуратно стяните струбцинами по краям и, стараясь, чтобы бура не высыпалась, проварить электросваркой его начало и конец. Затем, для снижения возможности расслаивания, проварите в нескольких местах по длине. При этом поперек боковой поверхности пакета можно наложить отрезки стальной проволоки или гвозди и проварить их. Это послужит дополнительной гарантией от расслаивания.
В процессе сварки необходимо подсыпать порошок буры в те места, откуда она просыпалась или вытекла при нагреве электросваркой. Заключительный этап создания пакета – приваривание ручки к одному из его концов. Это будет отрезок арматуры длиной около 20 см при использовании клещей, или 1 м. при работе без клещей. Старайтесь, чтобы место сварки ручки было максимально прочным. Если ручка отвалится при нагреве пакета в горне, достать его оттуда будет весьма проблематично. Когда вам это удастся, скорее всего, пакет уже будет непригоден из-за пережога. Желательно даже сточить до небольшой толщины один из концов прута, используемого в качестве ручки, и вклинить его между слоями пакета, после чего обварить. В качестве одного из слоев можно использовать прут, раскованный на пластину с одного конца. Его длинный остаток образует ручку. Этот вариант самый надежный. Как бы то ни было, вы должны получить 4 пакета одинаковой конструкции.
В качестве альтернативы электросварке можно использовать следующую технологию. Пакет сначала собирается без буры, после этого электродрелью сверлятся сквозные отверстия в начале и в конце пакета. Далее, по вышеописанной технологии, пакет собирается с бурой и стягивается болтами через просверленные отверстия. Такая техника в некоторых случаях более эффективна, поскольку обеспечивает надежное стягивание пакета. А с использованием электросварки, в раскаленном горне пакет может развалиться.
Некоторые авторы литературы по дамасской стали, советуют собирать пакет вообще без буры, которая играет роль флюса при сварке, а бурой посыпать уже прогретый в горне пакет. Я не рекомендовал бы так поступать начинающим. В середине пакета могут остаться места, до которых расплавленная бура не дотечет. В них образуются непровары. Набираясь опыта, вы достигнете той степени мастерства, когда сможете нафлюсовать и сварить пакет, собранный без буры, но на первых порах лучше подстраховаться. Кроме того, использование технологии с предварительной закладкой буры позволяет закладывать в пакет сталь с неочищенной поверхностью – со слоем ржавчины, окалины и т. д. А в последнем способе все слои стали необходимо тщательно очистить.
Итак, вы собрали четыре пакета. Осмотрите их внимательно – все щели между слоями должны быть плотно забиты бурой. Убедитесь, что длинные ручки приварены к пакетам максимально надежно. Разожгите горн. Когда пламя будет устойчивым и горн разгорится на полную мощность, аккуратно положите в массу горящих углей первый пакет. Очень важно, чтобы пакет нагревался равномерно. За ним нужно постоянно наблюдать, вращать вокруг продольной оси и перемещать, если нагрев будет неравномерным.
Помните, что заготовка, находящаяся в горне, по цвету кажется горячее, чем есть на самом деле.
Очень важно научиться ловить тот единственный момент, когда нужно вытаскивать и ковать заготовку. Обычно начало этого момента характеризуется появлением мелких искорок, наподобие бенгальского огня, которые исходят от поверхности заготовки. Будьте настороже – эти искорки свидетельствуют о приближении максимальной сварочной температуры и, начале горения металла. Дождитесь, пока искры полетят от всей площади заготовки, а не только от какого-то одного участка. В этот момент быстро достаньте заготовку (ее цвет должен быть от лимонно-желтого до белого, с обилием искр). Поместите ее на наковальню, и частыми ударами небольшой кувалды прокуйте от конца к началу и обратно. Переверните и прокуйте еще раз от конца к началу и обратно. Если все прошло удачно, сварка уже произошла. Для гарантии куйте заготовку равномерными плоскими ударами, пока она не достигнет красного цвета. Кузнечная сварка возможна и при более низких температурах, например, при светло-оранжевом свечении металла, но риск холодного непровара при этом увеличивается. Если форма заготовки после этой серии ковки получилась не идеально прямоугольной, нагрейте ее еще раз, просто до оранжевого цвета. Подправьте форму заготовки, чтобы она была как можно ближе к прямоугольной, а обе поверхности – максимально плоскими и ровными. Толщина заготовки после этой, первой сварки, должна быть около 4-5 мм. Таким способом прокуйте и сварите все четыре пакета. После этого, четыре полученных пластины можно снова собирать в пакет и проваривать, но я рекомендую остановиться, передохнуть и заодно исследовать качество произведенной сварки. Когда поковки остынут, сточите шлифмашиной или электроточилом небольшой слой металла с боковой плоскости пакета.
Если вы увидите только блестящую поверхность монолитной стали, – сварка прошла удачно.
Когда видны темные линии – границы между слоями, значит, был допущен непровар. При одном-двух небольших непроварах процесс можно продолжить. Скорее всего, расслоения не произойдет, и непровар будет ликвидирован при дальнейших сварках. Если же непровар большой, то пакет следует разогреть, непроваренное место покрыть слоем буры, продолжить нагревание до сварочной температуры, и проковать непроваренное место по всей ширине пластины еще раз.
Итак у вас в руках четыре пластины по 13 чередующихся слоев. Собрав их в пакет и проварив, получаем пластину в 52 слоя. В горячем состоянии разрубите ее зубилом вдоль на 2 или, если позволяет ширина, 3 части. Пока процесс рубки зубилом вас пугает, можно разрезать пластину тонким отрезным кругом, правда, при этом некоторое количество металла попадет в опилки. Собирая в пакет и сваривая полученные пластины, теоретически можно получить любое количество слоев. Но следует учитывать, что изначально в пакет были заложены довольно тонкие слои металла, поэтому при количестве слоев более 200 узор будет очень тонким и трудно различимым. Поэтому я рекомендую остановиться на 150-200 слоях. При окончательной сварке постарайтесь, чтобы пакет принял меньшую длину и ширину, но большую толщину, чем те, которые вы наметили для будущего изделия. Это необходимо для процесса окончательной формовки металла. Итак, вы получили исходный кусок дамасской стали. В нем около 0.6% углерода – японцы считают такую сталь оптимальной. Это так называемый «дикий» дамаск. При протравке изделия из него вы получите узор из почти параллельных линий разной толщины. Такой дамаск еще называют «полосатым». Можно удовлетвориться им, или попытаться как-нибудь усложнить узор.
Вариант первый: «Павлиний Глаз»
Это узор, на котором встречаются концентрические окружности, овалы или квадраты. Узор достигается следующим способом. Перед формовкой изделия из полученной пластины, на ее боковых поверхностях сверлом или точильным кругом, в нужных местах, прорезаются неглубокие (1-2 мм) углубления круглой или эллипсовидной формы. После этого разогретая пластина подвергается ковке, при которой ее поверхность снова становится плоской. При этом нижние слои выходят на поверхность и образуют концентрические фигуры. Применение этого способа дает довольно широкие возможности при формировании узора.
Принципиально другой способ – «Турецкий» или «Крученый» дамаск
Для его получения вы должны постараться, чтобы исходный материал – пакет с необходимым количеством слоев, принял форму прутка круглого или квадратного сечения. Для этого можно широкую толстую пластину разрубить или разрезать вдоль на полосы, ширина которых примерно равна толщине. Прутки разогреваются до светло-оранжевого цвета, после чего один конец зажимается в тиски, а другой, захватывается клещами с плоскими губками. Он закручивается вдоль продольной оси в несколько оборотов, но так, чтобы пруток не лопнул. Полученная заготовка спиральной формы проковывается в пластину, при температуре, близкой к сварочной, с флюсом, чтобы ликвидировать возможные расслоения. Изделие, сформированное из такой пластины, имеет сложный узор в форме концентрических четырехлучевых повторяющихся звезд.
При работе с дамаском существует огромное количество вариантов узоров. Пределов художественной фантазии тут нет. Поэтому не бойтесь экспериментировать и ищите новые формы узора и способы их получения. Эту тему мы еще затронем в разделе, посвященном мозаичному дамаску.
Сварной булат
Этот тип сварной стали характеризуется высоким содержанием углерода, что приближает такой дамаск по прочностным и режущим свойствам к литому булату. Такое содержание углерода достигается применением в кузнечной сварке чугунного порошка. Чугун содержит до 6% углерода. Удобно использовать чугун от батарей парового отопления, но качество его не высокое. В любом случае, вы должны знать состав используемого чугуна, по крайней мере, данные о содержании в нем углерода. Чугун обладает высокой хрупкостью, поэтому его довольно легко расколоть кувалдой на небольшие куски. Затем раздробите их на наковальне в порошок, частицы которого должны быть примерно с рисовое зерно. Дробить чугун нужно осторожно, чтобы частицы не разлетались в разные стороны. Для нужного количества сварного булата понадобится, несколько стаканов дробленого чугуна, так что запаситесь терпением. Кроме чугуна в состав такой стали входит Ст3 в виде водопроводных труб и сталь У8-У9 от напильников. Напильниковую сталь необходимо измельчить на куски величиной примерно с ноготь пальца. Она легко колется молотком. По приведенной выше формуле, рассчитайте весовые части всех компонентов. Готовая сталь со всеми поправками на выгорание углерода должна содержать не более 1-1.2% углерода. Однородная сталь с таким составом очень хрупка, но за счет неоднородности композита создается возможность ее закалки на большую твердость.
Возьмите водопроводную трубу 1/2 или 3/4 дюйма – это, как я уже говорил, сталь Ст3. Вам понадобится несколько отрезков трубы длиной около 20 см. С помощью ерша из железной проволоки тщательно вычистите внутреннюю поверхность трубы от ржавчины. Заварите наглухо один конец каждого отрезка трубы. Перемешайте дробленый чугун и осколки стали У8 в той пропорции, по которой вы рассчитывали (при расчете не забудьте учесть вес трубы). Обычно У8 по весу требуется больше, чем чугуна. Теперь набейте полученной смесью отрезки трубы. Как можно тщательнее уплотняйте чугунностальную смесь с помощью подходящего по диаметру штыря. Набитая смесь трамбуется в трубе сильным постукиванием молотком по штырю, введенному в трубу наподобие поршня. Когда труба набита, заварите другой ее конец и приварите к нему рукоять. Можно использовать тот штырь, которым вы утрамбовывали смесь, оставив часть его в трубе и прочно приварив. Набив все отрезки труб, возьмите электродрель и просверлите в каждой трубе по 10-20 отверстий небольшого диаметра, равномерно расположив их по поверхности. Эти отверстия нужны для выхода оставшегося внутри воздуха и излишков расплавленного чугуна. Разожгите горн и разогрейте отрезок трубы до максимальной температуры. В этом случае небольшой пережог поверхности трубы не страшен, поскольку стенки труб довольно толстые. Следите, чтобы нагрев был равномерным. Когда отрезок трубы станет белым, прокуйте его тяжелой кувалдой (желательна помощь молотобойца) несколько раз от конца к началу и обратно. Полученную пластину доведите до толщины 3-4 мм. По той же схеме откуйте и остальные отрезки труб.
В полученной стали все еще очень много внутренних непроваров, пустот и состав ее весьма неоднороден. Поэтому вам придется еще многократно сваривать полученные пластины. Сначала сварите их вместе воедино. Полученную пластину необходимо делить надвое попеременно вдоль и поперек и повторять сварку не менее 10 раз, чтобы сталь стала ровной по составу.
На этом этапе я советую понемногу начать овладевать одной техникой. Она позволит избежать процедуры разрезания пластины на части и сборки в пакет с использованием электросварки. Пластина надрубается зубилом по нужной линии на 1/2 толщины. Затем на ребре наковальни по линии надруба пластина сгибается на 90 градусов. На плоскости наковальни сгиб доводится до острого угла. После подогрева, согнутая пластина тщательно флюсуется бурой, особенно те поверхности, которые будут свариваться. После нанесения флюса поковка греется до сварочной температуры и проковывается. Фактически, пластина просто складывается пополам. Необходимо помнить, что она складывается попеременно – то вдоль, то поперек. Предположим, было пять отрезков труб, которые вы отковали в пластины. Сварив их вместе, получили 5слойный пакет. После первого складывания пополам в нем будет 10 слоев, после 2-го – 20, после 3-го – 40, после 4-го – 80, после 5-го – уже 160! Таким образом, после рекомендуемых мною 10 сварок у вас будет несколько тысяч слоев. Из такого пакета уже можно формировать готовое изделие. Применять какие-либо ухищрения для усложнения узора на сварном булате я не рекомендую – он и так уже обладает собственным, неповторимым характерным хаотичным узором. Об особенностях закалки сварного булата и удивительной технологии, которая позволяет добиться образования микроскопических кристаллов алмаза в слоях такой стали, вы можете прочесть в статье В. Басова «Булат – линия жизни».
Мозаичный дамаск
«Мозаичным дамаском» называется сталь, в которой участки с разным типом узора сварены воедино. Возможности для фантазии здесь безграничны. Я предлагаю изготовить дамаск, с узором «дым Саттон Ху», по названию ископаемого скандинавского меча.
Сварите пакет, состоящий из 7 слоев трех сталей – Ст3 (дает белый металлический цвет при травлении), У8 (черный цвет) и любой рессорной стали (серый цвет). Чередование может быть любым. Готовая пластина должна получится достаточно широкой и толстой, чтобы из нее можно было нарубить 8 прутков квадратного сечения толщиной и шириной примерно 7-8 мм. Возможно, придется изготовить несколько пластин. Длина прутков должна быть около 30 см. После этого наметьте на каждом из прутков участки по 4 см. Нагревая и зажимая прутки в тиски, по полученным меткам закрутите половину прутков в одном направлении (скажем, по часовой стрелке), а половину в другом. Скручивание будет происходить участками, так, чтобы закрученные участки чередовались с незакрученными. Старайтесь, чтобы скрученные и нескрученные участки на все прутках были в одних и тех же местах. После этого еще раз прокуйте каждый пруток, восстанавливая их квадратное сечение по всей длине.
Теперь возьмите четыре прутка – по два, закрученных в каждом направлении. Сложите их боковыми поверхностями на верстаке, следя при этом, чтобы слои металла в каждом прутке смотрели на вас. Скрученные участки будут соприкасаться и чередоваться. Пруток, скрученный по часовой стрелке рядом с прутком, скрученным против часовой стрелки, и так далее. У вас получится пакет, напоминающий сложенные пальцы руки. Наложите поперек пакета с каждой стороны несколько толстых гвоздей – их потом можно будет удалить – и проварите электросваркой, скрепляя пакет. Приварите также прут-рукоятку. Поскольку толщина пакета невелика, флюсовать можно непосредственно перед кузнечной сваркой. Разогрейте пакет до алого цвета, густо посыпьте бурой с двух плоских сторон, и нагревайте дальше. Сварка производится при максимально возможной, но исключающей пережог, температуре, очень легкими (чтобы не допустить расслоения пакета в виде веера) ударами молотка. Они наносятся по боковой поверхности пакета, а не по широкой плоскости. Овладеть этим искусством, которое называется торцовой сваркой, нелегко. Сначала, имеет смысл, потренироваться на брусках стали квадратного сечения, дабы не испортить сложную слоеную сталь.
В итоге у вас должны получиться две монолитные пластины. Каждая состоит из четырех, скрученных в противоположных направлениях участков брусков. Сама по себе такая сталь не очень прочна, поэтому ее следует наварить на основу. Основа может быть как дамасской, так и простой (в этом случае лучший вариант – пластина из отпущенной и прокованной рессоры). По размеру она должна совпадать с полученными мозаичными пластинами. Основа собирается в пакет с полученными пластинами и сваривается воедино. Получается готовый кусок стали, поверхности которого обладают красивейшим узором, похожим на дым от свечи. Изделие из такого дамаска следует ковать очень аккуратно, стараясь добиться максимально приближенной формы именно путем ковки. При обточке шлифмашиной или на круге узор может испортиться. Приступайте к шлифовальным работам только тогда, когда форма будущего изделия обозначена почти во всех деталях. Следите за равномерностью деформации металла при ковке, чтобы сердечник и внешние узорчатые пластины не сместились относительно друг друга.
Изготовление мозаичного, да и любого другого дамаска увлекательно. Ради удовольствия от неповторимой по красоте и свойствам стали, стоит искать свои пути, и не бояться еще и еще раз начинать сначала. Удачи вам в ваших начинаниях, и да поможет вам Велунд – древний покровитель скандинавских кузнецов!
Источник: Дмитрий Ипполитов. Журнал Прорез №1,2 2001 год.