| Первая группа - захоронения с телоположением Вторая группа - захоронение из трупосожжением Выводы Литература и бонус |
Могильник на р. Дюрсо был открыт в 1974 г. и исследован экспедицией Новороссийского историко-краеведческого музея под руководством О.В. Дмитриева Дмитриев 1979 , с. 52-57. Памятник, как показал анализ разнообразного материала, является ключевым для региона северного Кавказа в вопросе уточнения хронологической характеристики периода от второй половины V в. к IX-Х вв. [ Амброз 1989 , с. 69-106]. Захоронения по обряду делятся на две группы с четкой хронологической привязкой. Первая – захоронения по обряду телоположения – относится ко второй половине V-VII вв. и связан с переселенцами из Керченского полуострова – готами-тетракситами, упоминавшимися Прокопием Кесарийским. Вторая – захоронения по обряду трупосожжения – относится ко второй половине VIII-IX вв. и не связан с предыдущей. Существует мнение, что она связана с приходом тюркоязычного населения [ Дмитриев 1982 , с. 69-106].
В обеих группах захоронений широко представлен железный инвентарь, особенно оружие. Если для ранних этапов железообрабатывающего производства на Северном Кавказе мы имеем технологические характеристики [Терехова 1983 , с. 110-129; Бгажба 1989 , с. 117-146], то для раннесредневекового периода такие данные отсутствуют. Особый интерес представляет, конечно, возможность сравнительного анализа технологий изготовления предметов из двух групп захоронений могильника.
Для металлографического анализа были отобраны из предметов вооружения 8 экземпляров – от первой группы захоронений (мечи - 4 экз., кинжалы - 3 экз., копья - 1 экз.) И 15 экземпляров – от второй группы (сабли - 4 экз., Копья - 2 экз., стрелы - 8 экз., топорики - 1 экз.) 1. Для общей характеристики технологий производства мы привлекли также ряд изделий бытового назначения (ножи - 2 экз., огнива - 1 экз., стремена - 1 экз., лука седла - 1 экз.).
Первая группа - захоронения с телоположением
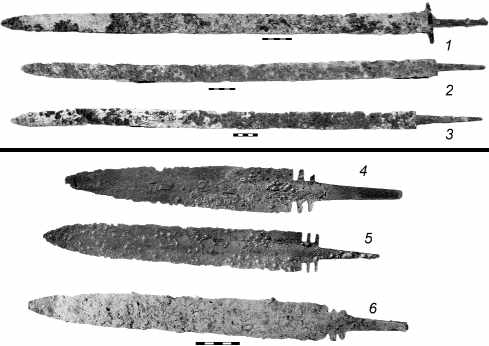
В первой группе исследуемой коллекции – мечи и кинжалы. Наиболее ранним является меч из погребения 300, датируется автором раскопок второй половиной V ст. [Бгажба 1989 , с. 100]. Меч был сломан на три части. Сохранились серебряные детали ножен и рукояти. Накладка ножен была покрыта тисненным орнаментом [ Дмитриев 1979 , с. 222].
Для микроскопического исследования был взят образец из полного поперечного сечения одного из обломков клинка. Клинок плоский двулезвийный, имеет линзообразный сечение (ширина полотна 5 см). Как показало микроскопическое исследование (ан.1407), клинок был изготовлен по сложной техникой с использованием различных приемов сварки. Основа клинка – из пяти полос железа и стали, чередующихся и свареных в пакет: на поверхность выходили стальные полосы, затем шли железные, и в центре - опять стальная полоса (рис. 1). Сварные швы четкие, тонкие, чистые. Стальные полосы имеют равномерную мелкозернистую (зерно 7-8) ферритно-перлитну структуру с содержанием углерода 0.2-0.3% (микротвердость 151, 160, 206 кг/мм2). Шлаковых включений очень мало. Железные полосы с плохо протравленными границами зерен оказались твердыми (микротвердость 383, 420 кг/мм2). На шлифе они выделяются блеском. При травлении реактивом Стада их цвет практически не изменился, что говорит о наличии повышенной концентрации фосфора. На основание клинка с обеих сторон были наварены лезвия из высокоуглеродистой стали способом торцевой наварки. Сталь была термообработанна. Структура наваренных лезвий – мартенсит на острие, далее троостит, сорбит (микротвердость соответственно 572, 322, 274 кг/мм2).

Таким образом, можно констатировать, что данный меч удостоверяет высокое кузнечное мастерство относительно качества и целесообразности технологической схемы. Основа клинка была достаточно упругой благодаря сочетанию мягких и твердых полос (подчеркнем, что роль твердых полос выполняло в данном случае высокофосфористе железо). Лезвие хорошо сохраняло остроту после заточки благодаря твердости термообработанной стали.
За оригинальностью и сложностью технологий рассмотреный меч можно сравнить только с оружием, выполненной в технике сварного Дамаска, которая предусматривает наварку лезвий на основу, сваренную из мягких и твердых полос металла. При этом одной из отличительных особенностей является использование высокофосфористого железа [Антейн 1973]. Отличие исследованного нами меча от изделий, выполненных в технологии сварного Дамаска, заключается в расположении полос основы, которые свариваются. В нашем случае они расположены параллельно поверхности клинка, тогда как в технологии сварного Дамаска расположение полос относительно поверхности было перпендикулярным, благодаря чему появляется эффект узорчатости. При котором, если полосы определенным образом скручивались, то узор на поверхности имел сложные очертания.
Еще три меча из исследованных нами происходят из погребений V-VI вв. [Piaskowski 1960, с. 222], причем два из них найдены в погребениях лошадей (без человека), № № 12, 13 [В могильнике на г. Дюрсо было найдено 16 конских захоронений отдельно от захоронений всадника. В погребальный комплекс конских захоронений, кроме деталей доспехов входила и оружие. В ряде случаев автор раскопок связывает определенное конское захоронение с конкретным погребением всадника. Например, с зах. 300 связывается захоронение коня № 4]. Мечи одинтипны: с обоюдоострым длинным клинком (длина 80-86 см, ширина – 4 см) линзовидного сечения (рис. 2, 1-3). Рукоять короткая, хвостовик прямоугольного сечения (длина 10-14 см, ширина 1-1.5 см), отделен от клинка четкими прямоугольными плечиками. На рукоятке всех трех клинков – отверстия от клепки, где крепили деревянную накладку (следы ее иногда сохраняются). На одном из исследованных мечей сохранилось прямое перекрестье (длина 9 см, ширина 0.7 см).
Для металлографического исследования было отобрано по нескольку образцов от клинка (2/3 поперечного сечения) и от хвостовика рукоятки.
Технология изготовления мечей оказалась разной. Наиболее простая обнаружена на мече из конского погребения 13. Меч был откованн целиком из железа. Следов умышленного улучшения рабочих качеств не обнаружено. Однако качество самих кузнечных работ достаточно высоко: феррит мелкозернистый (№ 7-8), структура равномерная. Микротвердость феррита 160, 206, 221 кг/мм2. Это наблюдение плохо согласуется с тем, что визуально на полотне клинка хорошо виден грубый сварной шов внахлест. Скорее всего, это следы починки сломанного клинка.
Как показало микроскопическое исследование, меч из конского погребения № 12 был выкован из качественной стальной заготовки, местами обезуглероженной в процессе формирования клинка. Структура металла – феррито-перлитная, содержание углерода в большей части - 0.6-0.7%, микротвердость 254, 274, 350 кг/мм2, в обезуглероженных местах содержание углерода 0.2-0.3%, микротвердость 170, 193, 236 кг/мм2.
Меч из захоронения 100 был выкован из пакетного металла – из нескольких полос железа и малоуглеродистой стали, микротвердость феррита 206, 221 кг/мм2, феррито-перлитных структур - 206, 236 кг/мм2.
Величина зерна колеблется от 4-5 до 6-7 баллов. Металл загрязнен шлаковыми включениями. В исследованной нами коллекции оружия из первой группы захоронений по обряду телоположения присутствуют три кинжала. Один из них происходит из погребения № 4, которое автор раскопок связывает с погребением 300, и датируется второй половиной V ст. Второй кинжал – из захоронения 500, которое автор датирует первой половиной VI в. [Дмитриев 1979 , с. 226], а третий – из подъемного материала на территории могильника. Все кинжалы принадлежат к одному типу. Они имеют вытянуто-треугольные клинки линзовидного сечения (длина 21.5-29 см, ширина у рукоятки – 4 см) и черен рукоятки прямоугольного сечения (длина 6-8 см, ширина у основания 1-2 см). Характерной особенностью является "вырезы" – по два с каждой стороны у основания клинка при переходе его в рукоятку (рис. 2, 3-6).
Как показало микроскопическое исследование, наилучшим качеством, как по материалу, так и по технике изготовления, отличается кинжал из захоронения коня (№ 4). Образцы для исследования были взяты с острия клинка с одной стороны (ан. 1413). Металл клинка оказался настолько твердым, что на одном из его участков выпилить образец не удалось.
При микроскопическом анализе установлено, что клинок был выкованн из качественной стали с последующей термообработкой. На острие клинка обнаружена мелкодисперсная мартенситная структура (микротвердость 824 кг/мм2). На образце, взятом из одной из сторон клинка ближе к рукояти, структура оказалась сорбито-трооститная (микротвердость 295, 350, 333 кг/мм2). Можно предположить, что при закалке клинок опускался в твердую закалочную среду постепенно, острием вниз. Такой режим термообработки является оптимальным для колющего оружия, изготовленного из высокоуглеродистой стали.
Кинжал из погребения 500 (ан. 1414) был видкований с неравномерно навуглероженои стали (образец взят с одной стороны клинка), возможно, лезвие клинка доделано холодное, о чем говорит некоторая вытянутость структурных составляющих. Структура – феррито-перлитная, содержание углерода колеблется от 0.1-0.2 до 0.3-0.4%, микротвердость 193, 221, 236 кг/мм2.
Третий кинжал (ан. 1412) был изготовлен из пакетного металла (образцы взяты из одной из сторон и с рукоятки). Структура на обоих образцах аналогична: заготовка была сварена из нескольких полос железа и малоуглеродистой стали (микротвердость феррита 170, феррито-перлитной структуры 221 кг/мм2).
Металографичному исследованию подвегся наконечник копья (захоронение 492). Перо вытянуто-листовиднои формы, линзовидного сечения (длина 14 см, ширина у основания – 4 см) плавно переходит в втулку с сомкнутыми краями (длина 12 см, диаметр 2.5 см) (рис. 3, 1). Образец для металлографического анализа был взят с одной стороны пера (ан. 1415). Как установлено, наконечник копья видкований из качественной стали (феррито-перлитна структура, иногда имеет сорбитний характер). Содержание углерода 0.5-0.8%, микротвердость 235, 274, 350 кг/мм2.

2 - захоронение 26 (ан. 1415) 3 - погребение 30 (ан. 1432)
Подводя итог металлографического анализа железного оружия из первой группы захоронений могильника на р. Дюрсо, можно отметить следующее. Как правило, при производстве оружия использовался качественный, хорошо прокований металл, лишенный шлаков. В основном это сталь, причем либо среднеуглеродистая или высокоуглеродистая. Только один предмет оказался полностю железным. Использовались различные режимы термообработки. На общем фоне выделяется такое уникальное изделие, как меч из погребения 300 с наварними лезвиями.
Вторая группа - захоронение из трупосожжением
В коллекции предметов, отобранных для металлографических исследований из второй группы захоронений с обрядом трупосожжения, представлено оружие как ближнего, так и дальнего боя.
Исследовано 4 сабли, все они одинтипичны, размеры колеблются от 82 до 89 см. Клинок у них слабо изогнутый, большая часть однолезвийна (клинки треугольный в сечении) и только конец клинка, длиной 15-17 см – двулезвийный (линзовидного сечения). Ширина клинка 2.5 см. Рукояти короткие, черенки иногда слегка изогнуты (длина 10-11 см). На них следы отверстий для заклепок. Перекрестья у трех экземпляров фигурные с округлыми концами и с рельефно выступающими ромбовидными украшениями в центре. У одного экземпляра – перекрестье прямое. У основания клинка иногда сохранялась обойма (рис. 4).
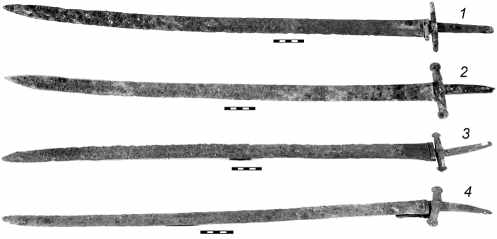
3 - погребение 23 (ан. 1411), 4 - захоронение 155 (ан. 1408)
Для металлографического анализа отбирались пробы как из однолезвийной части клинка, так и с двулезвийной. Наиболее простая технология изготовления зафиксирована в изделии из погребения 155. Оба образца (ан. 1408) показывают структуру феррита. Размеры зерен очень неравномерные – от мелкого до очень крупного. На фоне зерен феррита выделяются включения нитридов. Микротвердость феррита колеблется в пределах 122-181 кг/мм2. Металл очень загрязнен шлаковыми включениями. Таким образом, можно сделать вывод, что сабля была выкована из железа невысокого качества. Никаких приемов для улучшения рабочих качеств не зафиксировано.
Сабля из захоронения 123, как показало микроскопическое исследование трех образцов, взятых из клинка (ан. 1409), была выкована из заготовки, сваренной из двух полос металла – железа и малоуглеродистой стали с содержанием углерода 0.1-0.3%. Зерна феррита средние и крупные, микротвердость 151, 206 кг/мм2. Перлит имеет видманштетовый характер, микротвердость феррито-перлитной структуры 181-236 кг/мм2. Металл сильно загрязнен шлаковыми включениями. Сварные швы грубые, иногда расслоены.
Сабля из захоронения 23 изготовленная по другой технологии. Микроскопический анализ проб, взятых из спинки и лезвийной части (ан. 1411), показал, что клинок был выкованн из железной заготовки. Рабочий край цементированный с последующей термообработкой. Структура стальной части: на острие сорбит отпуска, микротвердость 254, 274, 350 кг/мм2, далее феррито-перлитна структура с содержанием углерода 0.1-0.2%, микротвердость 160, 222 кг/мм2. Металл сильно загрязнен шлаковыми включениями. Не исключено, что структура отпуска связана с пребыванием сабли в погребальном костре.
Наконечники копий в исследуемой коллекции второй группы захоронений представлены двумя экземплярами (рис. 3, 2, 3). Наконечники втульчасти, с узким остролистым пером ромбовидного сечения. Втулка короче чем перо, с сомкнутыми краями. Длина наконечника из захоронение 26 составляет 25.5 см (длина пера 14 см, ширина у основания 1.7 см). Длина наконечника копья из захоронения 30 – 34.5 см (длина пера 21.5 см, ширина у основания 2.3 см). Пробы для металлографического исследования брались из одной из сторон пера.
Наконечник копья (ан. 1416) из захоронения 26 выкован из пакетного металла. Заготовка была сварена из полос железа и малоуглеродистой стали. Зерна феррита очень большие (балл 1-2), микротвердость 206 кг/мм2. Содержание углерода в феррито-перлитных зонах 0.1-0.3%, перлит имеет видманштетовый характер, микротвердость 236 кг/мм2. Шлаковых включений очень много.
Наконечник копья (ан. 1432) из захоронения 30 выполнен по другой технологической схеме. Перо было выковано из железной заготовки, которая по поверхности цементировалась (постепенное увеличение содержания углерода в направлении к поверхности). Зона с ферритной структурой крупнозернистая, микротвердость, 122-128 кг/мм2. Содержание углерода в феррито-перлитной зоне 0.1-0.4%, микротвердость 181, 221 кг/мм2, перлит имеет видманштетовий характер.
Следующая категория из исследованных изделий – наконечники стрел (рис. 5). Пять экземпляров происходят из захоронения 26, три – из погребения 30. Стрелы в основном одинтипичны – имеют плоское подтреугольное перо линзовидного сечения, разделенное четкими плечиками от черешка круглого сечения. Длина пера 4.5-5.5 см, ширина у основания 1.5-2.5 см, длина черенка 3-5 см. Только один экземпляр отличается тем, что его перо имеет в средней части сквозное отверстие в виде вытянутого ромба. Технология изготовления наконечников стрел проста. Пять изделий (ан. 1417, 1419-1421, 1424) видковани из железных заготовок не отличаются хорошим качеством. Металл засорен шлаковыми включениями, зерно неравномерное, часто велико.
Микротвердость феррита 135, 151, 160, 206 кг/мм2. На фоне зерен феррита, в некоторых случаях фиксируются включения нитридов. В эту же группу входит и наконечник стрелы из захоронения 30, типологически он не отличается от других. Два экземпляра наконечников стрел (ан. 1418, 1422) выкованы из малоуглеродистой сырцовой стали с содержанием углерода 0.1-0.3%. Структура имеет вмдманштетовый характер, біля поверхні спостерігається зневуглецьована зона. Мікротвердість становить 160, 170, 181 кг/мм 2 . І нарешті, ще один наконечник стріли (ан. 1423) сформований з пакетного металу — заготовки, звареної зі смуг заліза і маловуглецевої сталі (вміст вуглецю 0.1–0.2%). Мікротвердість фериту 170 кг/мм 2 , місцями підвищується до 236 кг/мм2 . Метал забруднений численними шлаковими включеннями.
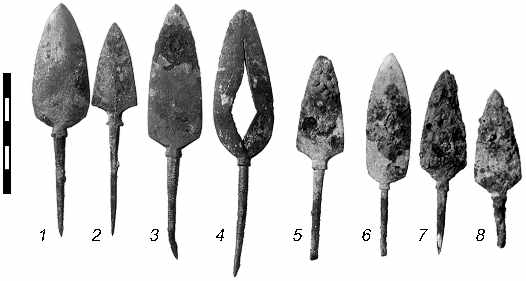
2, 5 – 8 — (ан. 1424, 1421, 1420, 1423, 1422)
Металографично исследовано один экземпляр топоров из захоронения 30 (рис. 6.1). Изделие имеет несколько изогнутый корпус. Общая длина 12 см, лезвие треугольное, обушек молотковидний, проушина овальной формы (2.5 и 1.7 см). Образец для исследования был взят из поперечного сечения лезвия. Исследование показало, что топор выкован из железной заготовки (зерно феррита неравномерное, на фоне зерен видны включения нитридов, микротвердость 143 кг/мм2). Лезвие с одной стороны цементировано (микротвердость 193, 221 кг/мм2).

Подытоживая технологические характеристики оружия из 2-й группы захоронений могильщика на р. Дюрсо, можно отметить, что основным рабочим материалом при их изготовлении было железо и малоуглеродная сырцевая сталь. Металл с самого начала был плохо очищен от шлаковых включений, качество его не улучшалось и в процессе кузнечных работ. Использование качественной стали не зафиксировано. В ряде случаев отмечена присутствие нитридов железа. Сложных технологических схем не обнаружено. Сварка используется при пакетировании заготовок, скорее всего для увеличения объема, хотя при формировании изделий кузнецы пытались выводить стальную полосу на рабочий край. К приемам, которые улучшают рабочие качества предметов, может быть отнесена цементация, зафиксирована в трех изделиях. Следы термообработки в виде отпущенной структуры обнаружены на одном предмете (сабля, ан. 1411). Возможно, отсутствие четких структур закалки связана с пребыванием предметов в погребальном костре. Перегрев металла фиксируется на ряде изделий, очевидно, также произошел в процессе вторичного нагрева при трупосожжении.
Дополнить характеристику кузнечной техники, использованной при изготовлении железных предметов, происходящих из захоронений с трупосожжением, помогут данные, полученные при анализе предметов других категорий.
Металографично исследовано 1 экз. стремян (ан. 1430) и обкладки луки седла (ан. 1428). Оба предмета происходят из захоронения 26, куда входили проанализированные нами наконечники стрел и копья. Технологические характеристики не выходят за рамки выработанные при анализе оружия. Так, стремя ковано из железа со следами случайной науглерожеваемости. Микротвердость феррита 160 кг/мм2. Обкладка луки седла выкована из заготовки, сваренной из нескольких полос железа (микротвердость феррита 170 кг/мм2). Металл загрязнен шлаковыми включениями.
С того же захоронения происходит обломок огнива (?) (Ан. 1429). Изделие видкований с неравномерно навуглецеваной стали с последующей термообработкой (структурное состояние – феррит, перлит, сорбит, микротвердость 221, 254 кг/мм2). Изделие подвергнуто сильному воздействию огня, о чем свидетельствует отпущеный характер структуры и обезуглероженная поверхность.
Интересную технологию демонстрируют два ножа (захоронение 30, из него же происходит топорик, три наконечника стрел, наконечник копья). Оба изделия близки по форме (рис. 6, 2.3). Они имеют удлиненное лезвие с прямой спинкой и короткий черешок, отделенный от лезвия четкими уступами, на клинке сохранилась обойма. Общая длина ножей 14.5 см (ан. 1426) и 16 см (ан. 1425), длина лезвия 9.5 и 12.5 см. Микроскопический анализ образцов, взятых из 2/3 поперечного сечения лезвия, выявил одинаковую технологическую схему изготовления обоих изделий, которую можно рассматривать как аналог трехслойного пакета. Однако центральная стальная полоса, которая выходит на режущую кромку, которая в истинном трехслойном пакете изготовлялась из твердой стали, в данном случае была пакетированной, т.е. сваренной из нескольких полос малоуглеродистой стали, или из единой полосы, обращенного в несколько раз, она четко выделяется среди железных боковых полос. Микротвердость феррита в железных полосах 170-181 кг/мм2, феррито-перлитной структуры в центральной полосе – 128, 143, 151 кг/мм2. На фоне ферритных зерен видно включения нитридов.
Технологический анализ изделий таких категорий как огнива и ножи подтверждает наши наблюдения, сделанные при исследовании оружия, что в практике кузнецов качественная сталь не использовалась.
Выводы
Итак, мы рассмотрели на основе металлографического анализа технологические характеристики железных изделий, относящихся к оружию из двух групп захоронений на р. Дюрсо, которые отличаются по типу погребального обряда и хронологически. Категории предметов оружия, как мы видели, также различны. В том же случае, когда они совпадают (копья, найденные в обеих группах), выявляются типологические различия.
Сравнительный анализ технологических характеристик двух групп изделий демонстрирует и резкие различия в технологии производства и в характере использованного сырья.
Для первой группы изделий характерное использование качественного сырья, хорошо прокованных, освобожденных от шлаковых включений, тщательно обработанных поковок, приоритетное использование качественных средне и высокоуглеродистых сталей. Из технологических схем представлена такая прогрессивная как наварка стальных лезвий на основу, сваренную из высокофосфористого железа и мягкой стали. Кузнецы, очевидно, имели в своем распоряжении большие объемы цементируемой стали, что позволяло им производить цельностальные изделия, не используя приемы цементации готового изделия (поверхностная цементация не зафиксирована на одном предмете).
Для второй группы изделий характерно использование низкокачественного сырья, сильно загрязненного большими шлаковыми включениями. В основном это железо и малоуглеродная сталь, качественная сталь не обнаружена даже в таком предмете, как огниво. Кузнечная обработка сырья не отличается тщательностью. Достаточно характерной особенностью этой группы является присутствие включений нитридов железа (в 3 случаях из 20 исследованных) [По поводу происхождения подобных включений в древнем железе есть разные точки зрения, в частности, исследователи связывают появление этих включений с характером используемой руды [Piaskowski 1960]. ]. Технологические схемы не очень сложные. Как правило, изделия изготовлены или целиком из железа и малоуглеродистой стали, или сваренные из нескольких полос таких металлов. В некоторых случаях использовался прием цементации готового изделия.
Трудно оценить, насколько выдерживался температурный режим кузнечных операций, поскольку предметы происходят из погребений с трупосожжением. Об большинство предметов второй группы мы можем с уверенностью говорить, что они были подвергнуты значительному вторичному нагреву.
Таким образом, рассмотреные в технологическом аспекте коллекции двух групп захоронений четко отражают различные производственные традиции как в получении и обработке сырья, так и в использовании различных технологических приемов.
Если исходить из мыслей автора раскопок, 1 группа захоронений оставлена населением, которая переселилась сюда из Крымского полуострова (готами-тетракситамы), то вероятно, можно предположить, что в производственной сфере нашли отражение соответствующие этно-культурные особенности. К сожалению, для конкретных аналогий мы не знаем технологических характеристик железных изделий из Крыма. Можно только заметить, что такое уникальный изделие, как меч со сварной основой и наварными лезвиями, скорее всего указывает на связи с западным миром, где на основе кельтских ремесленных традиций в это время существовали специализированные мастерские по производству высококачественного оружия [Рleiner 1962] .
Для данного хронологического отрезка наиболее близкие технологические характеристики кузнечного дела мы наблюдаем у племен цебельдинськои культуры. Причем подобные традиции, связанные с начальными этапами залезопроизводства на Кавказе. Интересно то, что в материалах цебельдинськой культуры попадаются мечи, изготовленные в технике сварного Дамаска [Бгажба, Терехова, Розанова 1990, с. 184-185, Бгажба, Розанова, Терехова 1989, с. 117-146].
Что касается изделий 2-й группы захоронений, то явные технологические соответствия мы находим в материалах некоторых памятников на территории Хазарского каганата. Так, для кузнечной техники племен салтовской культуры характерно использование как основного производственного материала железа и малоуглеродистой стали. Распространенным приемом является пакетирование, причем в большинстве случаев оно составляет основу технологической схемы. В этом отношении полную аналогию демонстрируют исследованные нами ножи из 2-й группы захоронений. Форма ножей также совпадает с салтовскими. Типологическую и технологическую схожесть имеют и ряд таких предметов оружия как сабли и топорики.
Литература
Амброз А.К. Хронология древностей Северного Кавказа.– М., Наука, 1989. – 131 с. читать
Антейн А.К. Дамасская сталь в странах бассейна Балтийского моря.– Рига, Зинатне, 1973.– 173 с.
Бгажба О.Х., Розанова Л.С., Терехова Н.Н. Обработка железа в древней Колхиде // Естественнонаучные методы в археологии.– М.: Наука, 1989.– С. 117–146.
Бгажба О.Х., Терехова Н.Н., Розанова Л.С. Кузнечные изделия из памятников цебельдинской культуры // СА.– 1990.– № 3.– С. 184–195.
Дмитриев А.В. Могильник эпохи переселения народов на р. Дюрсо // КСИА.– 1979.– № 158.– С. 52-57. [ читать]
Дмитриев А.В. Погребения всадников и боевых коней в могильнике эпохи переселения народов на р. Дюрсо близ Новороссийска // СА.– 1979.– № 4.– С. 212–231.
Дмитриев А.В. Раннесредневековые фибулы из могильника на р. Дюрсо // Древности эпохи великого переселения народов V-VIII вв.– М., Наука, 1982.– С. 69–107.
Терехова Н.Н. Кузнечная техника у племен кобанской культуры Северного Кавказа в раннескифский период // СА.– 1983.– № 3.– С. 110–129.
Piaskowski I. Hutnictwo żelazne w Górach Świętokrzyskich w świete badań metaloznawczych.– ZOW.– 1960.– R XXVI.– № 3.
Pleiner R. Stare ewropske kowarstvi.– Praha, G.A.V.– 1962.– 331 s.
Л.С. Розанова, Н.М. Терехова, опубликовано 26.07.2003 г. мой перевод , оригинальный текст
И в качестве бонуса находка искателя altay, по его мнению кинжал относится к Аланам, места находки не указал, Виолити.
 |
 |
 |
 |
 |
 |
 |
 |
 |