Оружие принадлежит к одному из важнейших разновидностей археологических источников, благодаря которому заполняются лакуны в знаниях из многих проблем политической, социально-экономической и этнической истории. На изучении эволюции форм оружия основывается большинство выводов о развитии военного дела. Корректность таких выводов относительная, если не учитывается аспект технической и технологической совершенства, а только формально-типологический. Именно эксплуатационные качества оружия, обусловленные материалом, технологией, квалификацией мастера, являются критерием высокого развития техники и вооружения. Возможность установить эти качества дает металлографическое изучение железных изделий.
Не менее важное значение имеет технологическое исследование оружия и для проблем генезиса видов и форм вооружения, поскольку однородный набор категорий и общие формы обнаружены на больших территориях. Характерным примером является каролингские мечи, основные типы которых распространенны в средневековье как в Западной, так в Центральной и Восточной Европе [Petersen 1919; Ruttkau 1976; Колчин 1976, с. 188]. Но идентичные формы могут быть получены с помощью различных кузнечных приемов, и только структурный анализ, позволяющий раскрыть особенности технологического процесса, при массовом изучении (на больших сериях однотипных предметов) дает материал для разграничение культурных регионов. Изучение технологии оружия является основой и для решения вопросов металлообработки, поскольку известно, что уровень кузнечной техники наиболее адекватно отражает клинковое производство: ножи, мечи, сабли [Арендт с. 161]. В последней трети I тыс. н.э. в Европу попадает принципиально новый вид действующего рубляще-колющего оружия - сабля. Появление этого нового вида вооружения связано с развитием легкой кавалерии у кочевых народов евразийских степей [Мерперт 1955 , с. 131]. Основным отличием сабли от меча является изогнутый клинок, который позволяет наносить скользящий режущее-секущий удар. И если аналитические исследования средневековых мечей достаточно многочислены [Колчин 1976; Антейн 1973, с. 20-65], то данные по изготовлению сабельных клинков минимальные особенно это касается ранних экземпляров. В 1940-х годах несколько клинков исследовал В.В. Арендт, среди которых наиболее полно описана сабля из захоронения около с. Воробьевка [ Арендт с. 166; Arendt 1935 , с. 49]. Четыре сабельных клинка с аваро-славянских курганов VII-VIII вв. опубликованы Р. Плейнером [Pleiner 1979 , с. 625-627]. Это практически все, что нам известно по сабельным клинкам I тыс. н.э. в Европе. Кроме этого структурно изучалась Еликаевская коллекция оружия из южной Сибири, датируемая VIII-IX вв. В ней представлены палаши и мечи переходных к сабле форм [Зиняков 1976 , с. 106-112]. Исходя из сказанного, является актуальным введение в научный оборот коллекции сабельных клинков из памятников салтово-маяцкой культуры.
Изучение коллекции проводилось по методике, разработанной Б.А. Колчиним. В составе коллекции 9 клинков из катакомбных захоронений лесостепного варианта салтовской культуры (табл. 1).
| Памятник |
№ анализа |
Шифр полевого описания |
| Нижне-Лубянский могильник | 1688 | катакомба 52 |
| 1704 | катакомба 55 | |
| 1936 | катакомба 25 | |
| 1937 | катакомба 29 | |
| Дмитриевский могильник | 2202 | катакомба 52 |
| Маяцкое селище | 2336 | жилище 2, тайник |
| 2337 | - "- | |
|
|
2338 |
яма 18, катакомба II |
| 2339 | катакомба I |
Несмотря на то, что население аланского варианта салтовской культуры было оседлым, с давними традициями земледелия, комплекс вооружения имеет типично номадский характер: лук и стрелы, боевые ножи и топоры, сабли. В отличие от боевых топоров, которые найдены в большом количестве, сабли находят в катакомбных захоронениях редко. В Дмитриевском могильнике, где открыто 152 катакомбы, найдено всего 4 клинка: 3 сабли и 1 сабля-меч. Исследователи считают, что сабли клали только в богатые захоронения, а у рядовых воинов они переходили по наследству [Плетнева 1989 , с. 71]. По определению Н.Я. Мерперта, салтовские сабли относятся к группе слабоизогнутых короткоконечных [Мерперт 1955 , с. 134]. Наша коллекция состоит из восьми сабельных клинков и одного отдельного вида - сабли-меча. Выделение типов среди имеющихся клинков невозможно из-за плохой сохранности. Длина сабель колеблется от 74 до 82 см (в сохраненном виде). Перекрестье сохранилось у трех экземпляров (№ № 1936, 2338, 2339), можно определить, что оно было напускным подпрямоугольного вида (№ № 1936, 2339), в экземпляра № 2338 - фигурное, с расширяющимися округлыми концами. Рукоять сабли выковывалася вместе с клинком, имела деревянные накладки (остатки дерева на экземплярах № № 1704, 2338, 2339), которые крепились с помощью заклепок (№ 1704). Одна такая рукоятка с железным набалдашником в виде прямоугольного бруска с отростком сохранилось от сабли № 2339. В типологии Н.Я. Мерперта нет аналогий такой рукояти, поскольку брускоподобное навершие, характерное для типа 1, одевалось непосредственно на штырь рукоятки, а навершия с отростками для крепления (типы II и III) имеют другую форму [Мерперт 1955 , с. 134-137]. Клинок у всех сабель на большей части длины (45-70 см) однолезвийный, треугольного сечения, далее сечение клинка изменяется на овальное, заточенное с обеих сторон, при этом общая ширина (3-3.5 см) не меняется. Длина обоюдоострой части, там где конец клинка сохранился - 12-17 см. Переход в части изменения сечения всегда плавный, без наглядных следов сварки. Морфологическое исследование сабли не обнаружило и в других частях клинков никаких следов сварки "внахлест" или "встык".
Практически каждый клинок имеет индивидуальное строение, но общее разнообразие можно свести к четырем основным конструктивным схемам.
Цельностальные клинки имеют сабли № 1937 и 2339. Металл, который годится для исследования, в сабле № 1937 сохранился только на обломанном обоюдоостром конце. В результате потери режущих кромок нами исследовалась только центральная часть клинка. Она изготовлена из сырцового стали с содержанием углерода 0.1-0.3%, микротвердостью 160-181 кг/мм2. В металле много мелких, тонких шлаковых включений, вытянутых вдоль шлифа. Перлит имеет слегка видманштетовий характер, что свидетельствует о ковке при несколько повышенной для этого типа стали температуре.
Пробы, взятые как из однолезвийной части клинка № 2339 (Б), так и обоюдоострой (А), показывают, что по всей длине клинок был выкован из единой металлической заготовки. В сохранившейся части сабля выкована из качественной среднеуглеродистой стали (содержание углерода 0.4-0.5%, микротвердость 193-206 кг/мм2). На острие перлит имеет сорбитовидний характер с микротвердостью 254-274 кг/мм2, что позволяет предположить термическую обработку изделия, которая имела зональный характер. Классической картины перехода от мартенсита к сорбитовидного перлита не наблюдается благодаря потере большей части режущей кромки. Качество металла клинка очень высокая: шлаковые включения минимальны, структура равномерна мелкозернистая. Это свидетельствует о тщательной и длительной проковке при правильных температурах.
Клинки сабель № 1704 и 2338 были выкованы по технологии сварки двух полос. Клинок сабли № 1704 изучался по всей длине. Процесс изготовления этой сабли реконструируется следующим образом. Железную болванку расковывали в полосу, соответствующей длине будущего изделия: шлиф А (у рукояти) и шлиф В (с обоюдоострого конца сабли) выкованы из идентичного железа с микротвердостью 160 кг/мм2. Затем по всей длине однолезвийной части для придания обуху необходимой толщины была приварена полоса металла, раскованная из пакетной заготовки. Пакетная полоса состояла из малоуглеродистой стали, сварные швы качественные. Металл мелкозернистый, чистый от шлаков, с микротвердостью 206-221 кг/мм2.
Сабля № 2338 найденная согнутой примерно в середине клинка (на рис. 1 показана выпрямленной). Пробы, взятые вдоль всего клинка (А, Б, В), свидетельствуют, что для изготовления изделия взята полоса железа, которую тщательно расковали на всю длину будущего клинка. Структура мелкозернистого феррита имеет микротвердость 170-180 кг/мм2. Вторая полоса металла была видкована из высокоуглеродистой стали: равномерная структура феррит-перлита с содержанием углерода 0.6% и микротвердостью 206-236 кг/мм2 (А, В). Сварка выполнена умело, шов четок с тонкой цепочкой шлаков. Двулезвийная часть клинка лучше сохранила режущие края, структура концов шлифа В имеет переходный характер от феррито-перлита до сорбита, микротвердость 254-297 кг/мм2,что свидетельствует о термообработке лезвий. Закаливание носило зональный характер. Поскольку режущая кромка лезвий в значительной степени потеряна в результате коррозии, можно только предполагать, что она имела резкий характер. При повторном нагреве для термообработки очевидно, случилась потеря углерода в центральной части клинка, потому что в стальной полосе шлифа Б фиксируется всего 0.4% С.
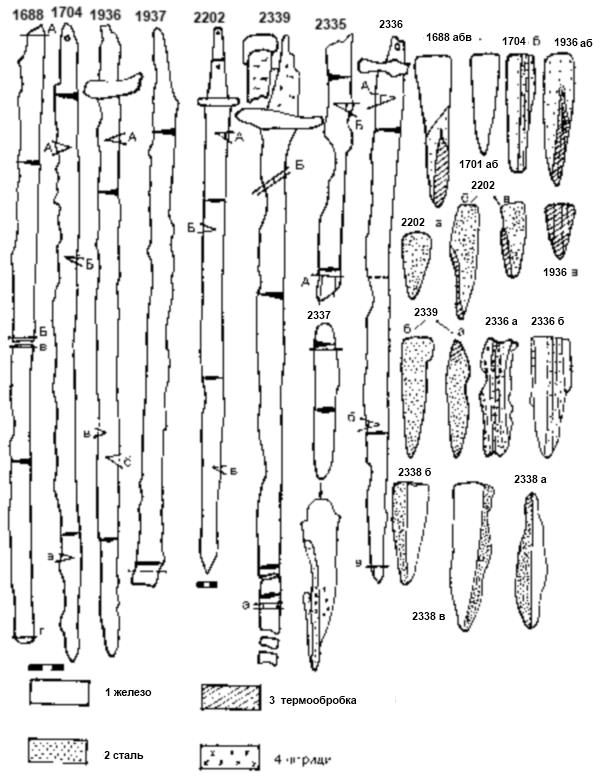
Клинки трех сабель (№ № 1688, 1936, 2337) выкованы по технологии вварки стального лезвия. Сабля № 1688 состояла из двух однолезвийных фрагментов, поэтому для доказательства их принадлежности одному клинку были исследованы оба конца каждого фрагмента (А, Б, В, Г). Структурная схема всех шлифов идентичная, что является доказательством их принадлежности одной сабли. Ее клинок был выкован по всей длине с двух полос металла - железа и малоуглеродистой стали. Микротвердость феррита - 160-181 кг/мм2, феррито-перлита с содержанием углерода 0.2% - 193-206 кг/мм2. Качество ковки и сварки очень высокое, об этом свидетельствуют мелкозернистость структуры и отсутствие шлаковых включений. В лезвие была вварена полоса высокоуглеродистой стали. В зоне вложение стальной полосы есть большая шлаковое включения. Клинок был резко закален и отпущен (высокий отпуск), на остриях фиксируется структура сорбита отпуска и трооститу с микротвердостью 274-383 кг/мм2.
Основа сабли № 1936 изготовленная из свободной от шлаков мелкозернистой малоуглеродистой стали: содержание углерода 0.2%, микротвердость 206-221 кг / мм 2 (А, Б). В лезвие клинка вварена высокоуглеродистая сталь, которая была получена сгибанием предварительно цементируемой насквозь тонкой металлической ленты (шлиф В). Сварные швы тонкие, четкие, светлые. Конечной операцией было закалки в холодной воде, причем закалялся только кончик режущего края. На шлифах А и Б в стальной полосе наблюдается переход от сорбитовидного феррито-перлита с микротвердостью 236 кг / мм 2 до сорбита с микротвердостью 297-322 кг/мм2. Шлиф В имеет структуру мартенсита с микротвердостью 572-824 кг/мм2, на самом кончике - 946-1530 кг/мм 2.
Обломок сабли № 2337, длиной 19 см, представляет собой двулезвийный узкий конец клинка. На обломанном конце видно переход к треугольному однолезовийному сечению. Металл плохо сохранился, пронизан трещинами коррозии. Клинок кован из мелкозернистого мягкого железа с микротвердостью 135-143 кг/мм2. В лезвие вварена полоса малоуглеродистой стали, содержание углерода 0.1-0.2%, микротвердость 221 кг/мм2. Сварной шов тонкий, светлый, однако вдоль него наблюдается расслоение металла по грубым шлакам. Вообще металл сильно засорен шлаковыми включениями. В центральной части шлифа есть участок, насыщенный азотом, игольчатые включения нитридов обнаружены как в железе, так и в стали.
Пакетная сварка как особая схема выделяется условно, поскольку обнаружена только на обломке клинка № 2336, лезвие которого потеряно из-за коррозии. Вероятно из пакетного металла ковали только центральную часть полосы. Обломок № 2336, длиной 32 см, представляет собой однолезвийный клинок, на одном конце которого наблюдается переход к двулезвийной части. Изучение обоих концов (А, Б) показывает, что клинок был викован из заготовки, сваренной из шести тонких прутиков железа и малоуглеродистой стали. Содержание углерода в стальных полосах 0.1-0.2%. Микротвердость феррита 122, 135, 160, 170 кг/мм2, феррито-перлита - 221-236 кг/мм2. Сварные швы чистые, светлые, микроструктура мелкозернистая и мелкодисперсная, но металл сильно засорен шлаковыми включениями и местами расслоенный коррозией параллельно сварным швам. В двулезвийной части (шлиф А) наблюдается участок с неметаллическими включениями азота, особенно много игольчатых нитридов рядом с линзами коррозии.
Клинок меча № 2202 представляет собой такую же полосу, как и обычные сабли, длиной 75 см. Перекрестие напускное, изготовленное из прямоугольной пластины шириной 1 см. Длина рукоятки 11 см, в нем есть два отверстия от маленьких гвоздей, которыми крепились накладки. Рукоять кована вместе с клинком. Наибольшая ширина клинка вблизи перекрестка - 3.5 см, постепенно он сужается, ширина заостренной части около 2 см. По сути, единственным отличием от сабли является двулезвийность по всей длине. Пробы, взятые в трех местах клинка, показывают, что сабля-меч была выкована по технологии наварки. Основой была полоса сырцового неравномерно науглероженой стали с содержанием углерода 0.1-0.4%, микротвердостью 192-206 кг/мм2. На оба лезвия меча наварены узкие полосы стали, способные воспринять закал (шлифы Б, В). Сварка выполнена не очень удачно: шлак не был удален. Затем изделие был закалено и подвергнут высокому отпуску. Структура сорбита со следами мартенситного ориентирования имеет микротвердость 297-322 кг/мм2.
С.А. Плетнева считает, что этот тип клинка происходит от сабли, а не от тяжелых мечей [Плетнева 1989 , с. 74]. На основе хронологии катакомб Дмитриевского могильника меч можно датировать второй половиной IХ - первыми годами Х ст. [ Плетнева 1989 , с. 168-172]. Интересно, что этот позднее изделие для салтовской культуры, и имеет специфику как в форме, так и в технологии изготовления. Прием наварки типичен для клинкового производства Древней Руси [Колчин 1976 , с. 193] и редкий в кузнечном ремесле лесостепной зоны салтовской культуры [Толмачева 1989 , табл. 2-5, с. 163-165]. Можно предположить, что клинок № 2202 был выкован под воздействием славянской кузнечной техники.
Изучение 9 салтовских сабель показало, что в технике клинкового производства использовались шесть основных приемов: пакетирование, сварка двух заготовок, вварка, наварка, ковка цельностального клинка, термическая обработка. Материалом для производства служило железо, малоуглеродная сталь с равномерной строением, сырцовая неравномерно науглероженая, высокоуглеродистая, полученная путем цементации, но доминируют первые два вида. Сочетая несколько приемов в одном изделии, мастер создавал сложные конструктивные схемы изготовления клинков. Разнообразие материалов даже при использовании одной конструктивной схемы, а также разное качество выполнения (сварка, проковки) создают еще большую разницу в технологии производства салтовских клинков. В этом плане показательно сопоставление сабель, выкованых по аналогичным схемам: № 1937 и № 2339 - цельностальные № 2337 и 1936 - вварка. Клинки № 2339 и № 1939 представляют собой качественные изделия с высокими эксплуатационными свойствами, в то время как при изготовлении клинков № 1937 и № 2337 была использована только конструктивная схема, а материал или выполнение оказались непригодными, что привело к созданию клинков с низкими механическими качествами (отсутствие твердых и устойчивых к затуплению лезвий). С позиции рабочих качеств вся коллекция делится на две группы. Клинки № № 1937, 1704, 2336, 2337 изготовленные из простых материалов: железо и малоуглеродная сталь и, естественно, не подвергались термической обработке, их механические свойства были достаточно низкими. Экземпляры № 1688, 1936, 2202, 2338, 2339 демонстрируют высокие технические качества: использование высокоуглеродистой стали, сложные технологические схемы, термическую обработку, к тому же сложные ее виды - закалку с отпуском.
Термическая обработка имела зональный характер, что для сабель весьма целесообразно. В високорозвитых центрах производства оружия, например в Японии, де клинковая техника достигла исключительного мастерства, закалке поддают, как и в нашем случае, только лезвие. Для этого весь клинок обмазывают слоем особенной глины, а лезвие остается свободным [Арендт с. 167]. Проведение этой операции, особенно нагрев такого массивного изделия, требует от мастера достаточной квалификации, и не может быть выполнена непрофессионалом.
Интересно, что все кузнечные приемы, обнаруженные нами в коллекции салтовских сабель, зафиксированны на клинке, исследованном В.В. Арендтом (из захоронения около с. Воробьевка Воронежской обл.). Железный обух, центр из сварной стали (сталь железо) и лезвие из высокоуглеродистой стали нормального закала [Арендт с. 166]. В другой работе автор указывает, что лезвие было отпущеное и, судя по рисунку, вварное [Arendt 1935, s. 49, mal. 20].
Наблюдается большая степень сходимости в технологическом подходе, а также в технике исполнения с аварскими саблями, изученными Г. Плейнером. Один наиболее качественный клинок (сабля) имел вварное лезвие из высокоуглеродистой стали, два клинка были сварены в пакетный блок из железных полос, науглероживалися в процессе сварки, последний имел двухслойное лезвие, одна полоса которого была предварительно процементирована. По качеству клинки также разделяются на 2 группы: первоклассные изделия с закаленными лезвиями, и с рабочим краем, который был мягок и быстро тупился [Arendt 1935, с. 625-626].
Клинки изученной коллекции датируются второй половиной VIII-IX вв. на основе общей хронологии салтовской культуры. Это позволяет обратиться к материалам Еликаевской коллекции из южной Сибири, хотя регион территориально далекий вид клинков представляет переходные формы от меча к сабле, но хронологически она точно вписывается в салтовское время. Изучение 34 клинков фиксирует использование шести кузнечных приемов: пакетирование, сварка с двух полос, наварка, ковка цельностальных и железных лезвий, термическая обработка. Основная технология - цельностальные изделия, более 40% выкована таким способом, только один меч сделан из железа. Использование сварки с двух полос составляет около 18%, а техники пакетирования - приблизительно 9%, достаточно много наварных палашей - 26%. Термической обработке подвергалось 50% изделий. По техническим данным коллекция распадается на две группы, независимо от технологической схемы: качественные, и с низкими механическими свойствами.
Материалы, полученные в ходе нашего исследования свидетельствуют, что в клинковом производстве салтовской культуры существовало большое технологическое разнообразие в пределах нескольких конструктивных схем, четко определяется значительная разница в квалификации ремесленников доступности им качественной стали. Сравнение салтовских клинков с аварской и сибирской коллекциями показывает некоторую степень схожести, то же устойчивое разнообразие в пределах нескольких технологических стереотипов, так что, вероятно, речь идет об определенных общих тенденциях на огромных территориях от Европы до Азии. Подобное явление можно объяснить только существованием отдельных школ-мастерских с широкой профессиональной специализацией, так и различными хронологическими этапами клинковом производстве и традициями в кузнечном деле. Для решения этих вопросов необходимо активизировать работы по изучению клинкового производства на территории евразийских степей, только тотальное металографическое исследование создаст надежную базу для исторических реконструкций.
Литература
Антейн А.К. Дамасская сталь в странах бассейна Балтийского моря.–Рига: Зинатне, 1973.–137 с.
Арендт В.В. О технике древнего клинкового производства // Архив истории науки и техники.– М.- Л.
Зиняков Н.М. Технология производства железных предметов Елыкаевской коллекции // Южная Сибирь в скифо-сарматскую эпоху.– Кемерово: Изд-во Кемеровского госуниверситета, 1976.– С. 106-115.
Колчин Б.А. Оружейное дело древней Руcи // Проблемы советской археологии.–М.: Наука, 1976.– С. 188-196.
Мерперт Н.Я. Из истории оружия Восточной Европы в раннем средневековье // СА.–1955.–№ 23.– С. 131–168.
Плетнева С.А. На славяно-хазарском пограничье.–М.: Наука, 1989.– 288 с.
Толмачева М.М. Технология обработки железа в лесостепном регионе салтовской культуры // Естественно-научные методы в археологии.–М.: Наука, 1989.– С. 146–168.
Arendt WW Türkishe Säbel aus den VIII–IX Jahrhunderten // Archaeologia Hungarica.– 1935.– XVI.
Petersen J. De norske vikingesverd.– Kristiania, 1919.
Pleiner R. Zur Technik der Säbel aus den slavisch-awarischen Gräberfeldern der Südslowakei // Rapports du III-e Congrés International d'Archéologie Slava.– Bratislava, 1979.– I.
Ruttkau A. Waffen und Reiterausrüstung des 9. bis zur ersten Hälfte des 14. Jahrhunderts in der Slovakei // Slovenska archeologia.– Bratislava.– 1976.– XXIV-2.– S. 245–387.
Источник: М.М.Толмачова Технологія виготовлення салтівських шабель. Археологічні дослідження в Україні 1994-1996 років. – К., 2000 р. – 198 с. певод с украинского мой, ссылка