| Инструменты для изготовления доспехов Скользящие заклепки и заклепки через шайбу Внутренняя и внешняя отбортовка |
Инструменты для изготовления доспехов
Прежде чем приступить к работе по изготовлению доспеха, в первую очередь, необходимо побеспокоиться об инструментах и различных приспособлениях. Они позволят не только облегчить процесс изготовления, но и улучшить внешний вид готовых изделий.
Лишь с годами постоянной работы с металлом можно собрать достаточный комплект инструментов. Рассмотрим минимальный набор инструментов и приспособлений, который необходим как для новичка, так и для тех, кто уже имеет практический опыт работы с металлом, а также обратим внимание на технологические термины и процессы, которые будут использоваться в дальнейших описаниях.
Молотки
Большой и средний резиновые молотки предназначены для работы с листовым металлом толщиной до 1,8 мм. Стандартные резиновые молотки продаются в специализированных магазинах.
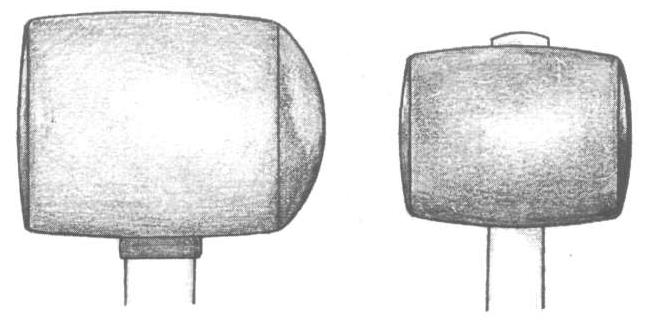
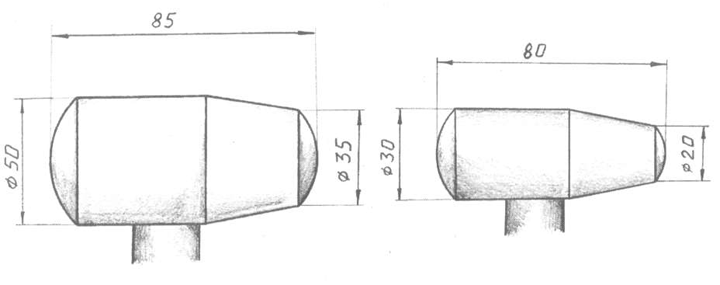
Большая кувалдочка предназначена для основных работ по выбиванию полусфер из металла толщиной 1,5-2 мм, а также других крупных деталей.
Малая кувалдочка — для выбивания полусфер небольших заготовок, а также для заклепывания заклепок. Ее можно использовать для рихтования небольших полусферических пластин.
Для увеличения сферы применения этих кувалдочек на их торцах выточены полусферы различных диаметров. Боек из СТ45 желательно тщательно отполировать и закалить, после чего можно приварить к нему железную ручку.
Односторонние рихтовочные молотки, в которых бойки имеют округлую форму, тщательно отполированы. Кромка рабочей части бойка также закруглена, чтобы не оставлять на поверхности детали грубых забоин.
Сделаны они из обычных молотков с различными весовыми характеристиками бойков. Молоток, у которого спилен задний хвостовик, применяется в местах, где ограничен его ход.
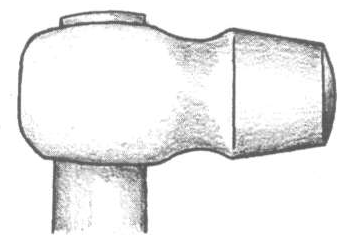
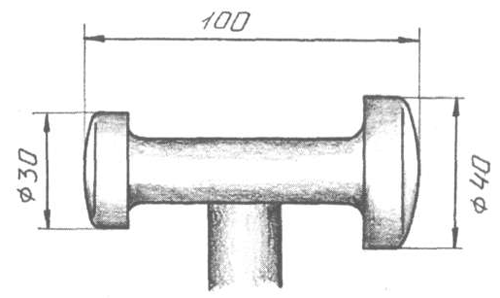
Двусторонний рихтовочный молоток используют для деталей с различной площадью обработки. Боек из СТ45 отполирован и закален, ручка железная и приварена к нему.
Болванки
Болванки малого диаметра с полусферической головкой для выбивания и выравнивания небольших полусферических заготовок. Сделаны из СТ35-45. Для более широкого их применения можно дополнительно изготовить болванки с диаметром головки от 15-50 мм.
Болванки среднего диаметра. Для них хорошо использовать колпаки от газовых баллонов различной формы.
Толстостенные полусферические болванки большого диаметра. Можно использовать торцевые части — от небольших огнетушителей до газового баллона. На небольших болванках изнутри приварена гайка большого размера для замены болванок, при этом используется лишь одна шпилька с соответствующей резьбой под эти гайки. Они используются для выбивания, выравнивания и рихтования полусферических заготовок различных размеров.
Трубы
Трубы с закругленными внутренними кромками различных диаметров используются для выбивания полусфер, а также для загибания различных заготовок в полукольца.
Металлическая тарелка
Используется для выбивания слабовыраженных полусферических поверхностей на заготовках. Также можно использовать деревянную колоду с небольшой выемкой в центре.
Ножницы по металу
Большие ручные ножницы используются для вырезания заготовок из листового металла толщиной до 1,5 мм.
Электрические ножницы — для резки листового металла толщиной до 2 мм. Желательно, чтобы в технических характеристиках электрических ножниц была указана максимальная толщина разрезаемого металла не менее 2,5 мм.
Матрицы и оправки
Матрицы для выбивания налокотников и наколенников
Сначала изготавливаются деревянные болванки в натуральную величину. По периметру обшиваются небольшими кусочками фанеры или ДВП, а потом из них делают отливки из свинца.
| Матрица для выбивания наколенника |
 |
| Матрица для выбивания налокотника |
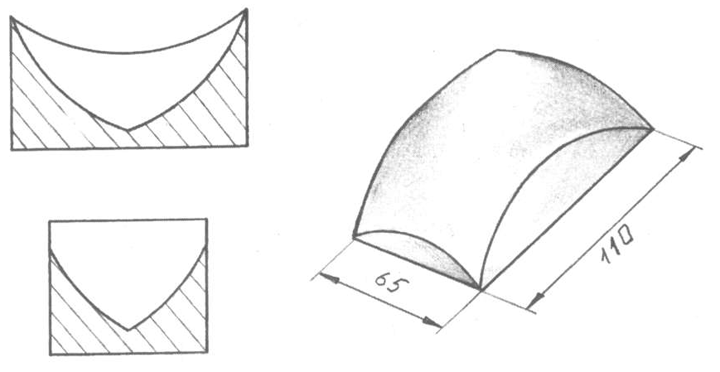 |
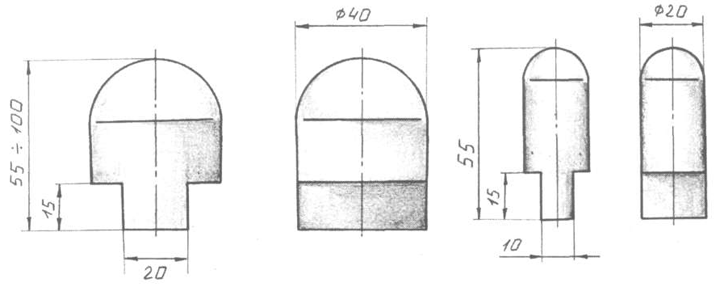
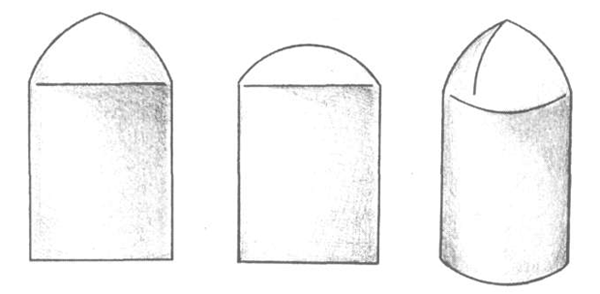
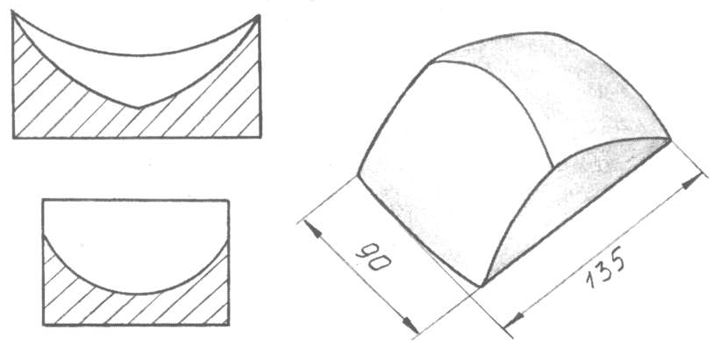
Матрица для выбивания полураковин на налокотниках и наколенниках
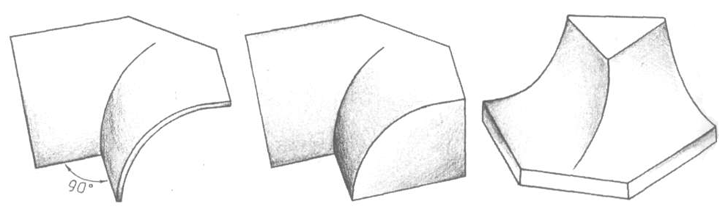
Матрица изготавливается следующим образом: две металлические пластины загибаем на трубе диаметром 120-130 мм в четверть окружности и обрезаем так, чтобы они состыковывались под углом 90 градусов. Провариваем с одной из сторон. Шов зашлифовывается, после чего из получившейся заготовки делаем отливку из свинца. Желательно сделать еще и отливку с другой стороны заготовки, хотя практика показывает, что подобная матрица используется редко.
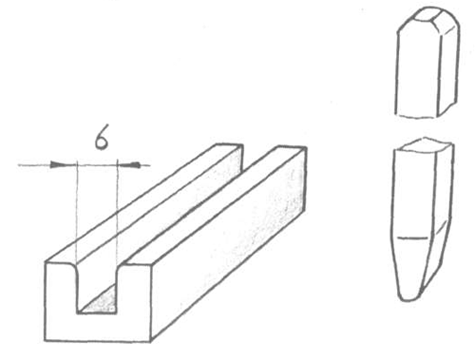
Оправка с закругленными внутренними кромками для изготовления отбортовки и вальцовки. Для выполнения более глубокой отбортовки можно использовать более широкую оправку. Зубило для выбивания обычной (внутренней) отбортовки изготовлено из арматурного прутка, имеет продолговатый овального вида наконечник. Для более глубокой отбортовки следует применять сильно затупленное зубило, изготовленное из обычного заводского.
Оправка для формирования ребер изготавливается из прямоугольной металлической болванки или из большого резца от большого токарного станка, предварительно отрезав ножовкой по металлу часть с победитовой вставкой.
 |
 |
Оправка для загиба края заготовки служит для формирования внешней отбортовки. Изготавливается из прямоугольной металлической болванки, у которой отрезается один край так, чтобы в сечении он имел вид треугольника.
Техника работы с металлом
Скользящие заклепки и заклепки через шайбу
наверх
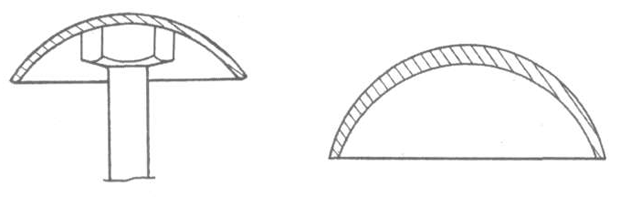
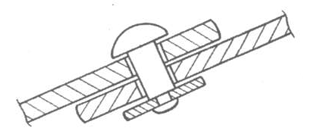
Большинство сегментов доспеха для свободного вращения или движения крепятся друг с другом через скользящие заклепки или просто заклепками через шайбы.
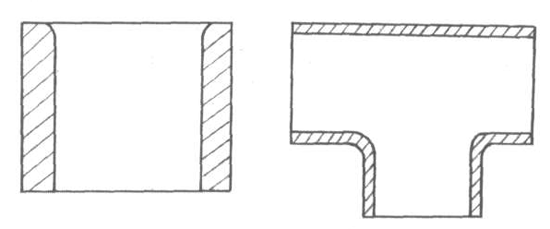
Если детали, соединенные заклепками через шайбы могут только свободно вращаться относительно друг друга, то детали, соединенные скользящими заклепками, могут не только вращаться друг относительно друга, но еще и двигаться в соответствии с длиной пропила, что позволяет группе сегментов, соединенных скользящими клепками «сжиматься». Это свойство скользящих заклепок применяется, в основном, в наплечниках, налядвенниках и других деталях.
На нижнем сегменте делаем пропил шириной чуть больше диаметра заклепки, а длина зависит от хода сегментов. На верхнем сегменте сверлим отверстие, немного превышающее диаметр заклепки. На самой заклепке от шляпки откладываем расстояние, равное толщине двух пластин, плюс 1,5-2 мм, и оставшийся кончик стачиваем на 0,5-1 мм меньше, чем диаметр самой заклепки. Заготавливаем шайбы диаметром 10 мм, толщиной 1 мм и с отверстием под кончик заклепки. Складываем оба сегмента и заклепываем заклепкой через шайбу.
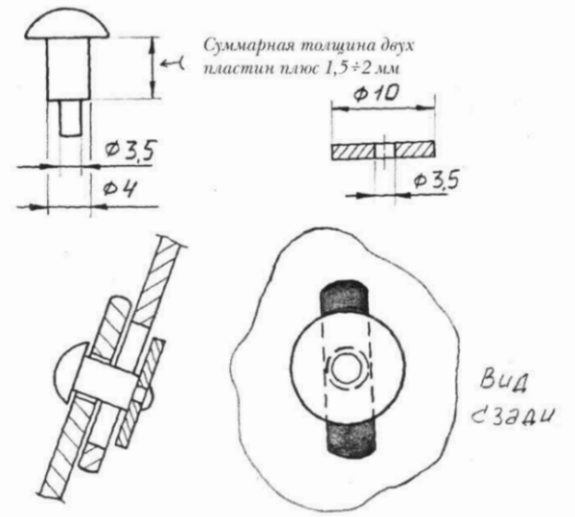
Если применения скользящих заклепок не требуется, то в обоих сегментах сверлим отверстие диаметром на 0,5 мм больше, чем диаметр заклепки, и все клепаем заклепкой через шайбу, причем заклепка и шайба такие же, как и в первом случае. Этот процесс называется заклепыванием через шайбу.
Внутренняя отбортовка
наверх
На некоторых деталях доспеха применяется отбортовка, когда край детали заворачивается вовнутрь, при этом увеличивается прочность и жесткость самой детали.
Отбортовка выполняется следующим образом. С изнаночной стороны детали по краю, где должна быть отбортовка, на расстоянии 6-7 мм наносится линия, по которой с помощью зубила с овальным наконечником несильными ударами молотка намечается колея. От точности выполнения этой операции зависит, насколько правильно получится отбортовка. При последующих проходах более сильными ударами молотка добиться желаемой глубины, но необходимо следить, чтобы не перерубить пластину'. Упираем заготовку в металлическую плиту, и молотком до конца загибаем край пластины. Для выравнивания полученной отбортовки обс тукиваем заготовку на полусферической болванке резиновым молотком по самому завороту пластины.
Внешняя отбортовка
При завороте края заготовки на внешнюю сторону мы получим внешнюю отбортовку, которую, по принципу изготовления и ее функциональному назначению, можно разделить на два вида: обычную внешнюю (применяется на наручах, поножах и других деталях) и глубокую внешнюю (применяется для формирования проймы рукавов и шеи).
Обычная внешняя отбортовка
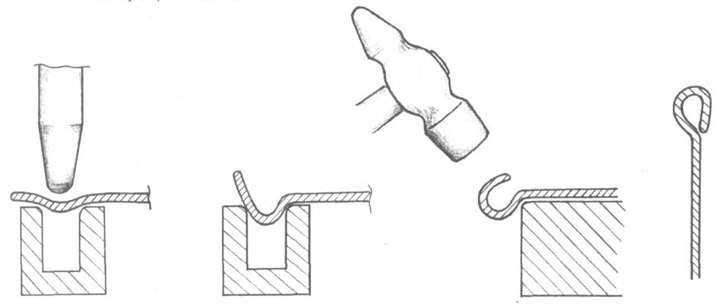
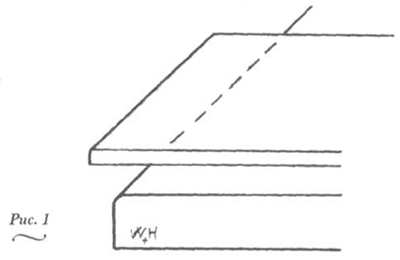
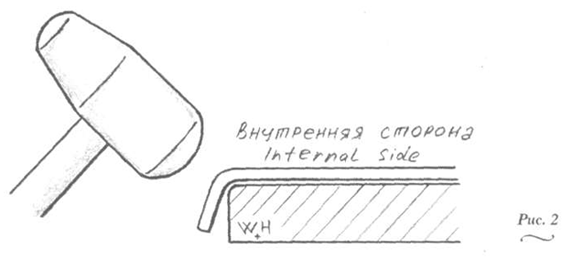
С внутренней стороны заготовки детали, по краю, где должна выполняться отбортовка, на расстоянии 5-6 мм маркером наносится линия. Следует положить заготовку на ровную металлическую пластину со слегка закругленным ребром так, чтобы прорисованная линия на заготовке совпадала с краем, а отгибаемая часть оставалась на весу (рис. 1).
Осторожными ударами малой кувалдочки начинаем отбивать край заготовки, при этом следя за тем, чтобы линия сгиба соответствовала прорисованной линии (рис. 2).
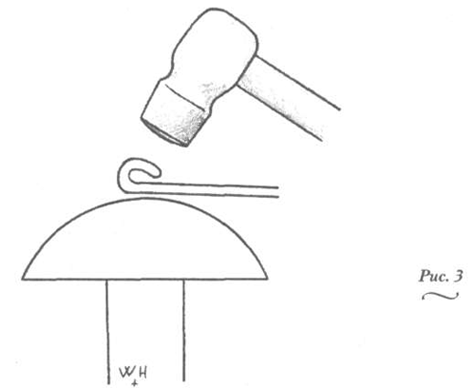
Далее на сферическую болванку среднего диаметра положим заготовку с уже отогнутым краем. Этой же кувалдочкой продолжаем загибать край. Окончательный заворот края лучше всего формировать небольшим рихтовочным молотком (рис. 3).
После формирования обычной внешней отбортовки заготовку можно легко согнуть в соответствии с необходимым профилем.
Глубокая внешняя отбортовка.
Для выполнения глубокой отбортовки на внутренней стороне заготовки необходимо разметить две линии отгиба. На ровной металлической пластине сначала малой кувалдочкой отбиваем край на необходимый угол (рис. 4).

наверх
Источники:
Горюнов В.П. Технология изготовления миланского доспеха второй половины XV века. Оренбург 2006
Paul Blackwell Basic Armouring - A Practical Introduction to Armour Making. 2002
Brien R. Price Techniques of Medieval Armour Reproduction. The 14th Century